Introduction
A single compromised weld in a food or pharmaceutical system can contaminate an entire product batch. Sanitary welding exists to prevent that. It's a metal joining technique engineered to produce smooth, defect-free, contamination-resistant welds in stainless steel systems — where internal cleanliness and structural integrity matter down to surface finish and grain structure, not just cosmetic appearance.
This guide is written for process engineers, plant managers, quality assurance leads, and procurement teams in food & beverage, pharmaceutical, biotech, hemp/cannabis extraction, and chemical processing.
In these industries, weld quality is non-negotiable. According to the CDC, 48 million people get sick annually from foodborne diseases in the U.S. — equipment surface integrity, including weld quality, is a frontline defense.
This guide covers what sanitary welding is, why it's required, how it works end-to-end, what affects weld quality, and where teams commonly fail.
With the global pharmaceuticals market projected to reach $4,035 billion by 2034 and the sanitary stainless steel pumps market valued at $7.41 billion in 2025, every weld joint in these systems is a potential contamination point — and needs to be executed to FDA, 3-A, or ASME standards.
Key Takeaways
- Sanitary welding is a precision technique for stainless steel systems in hygiene-critical industries — not a separate process, but a higher standard of execution
- Welds must be zero-defect, crevice-free, and smooth enough that bacteria cannot harbor, fluids cannot trap, and contamination cannot enter
- TIG (GTAW) is the primary welding method; orbital TIG is the standard for automated, repeatable pharmaceutical pipe work
- Governing standards: 3-A Sanitary Standards, AWS D18, FDA FSMA, ASME BPE — compliance is mandatory in regulated industries
- Common failures: inadequate purging, surface oxidation, poor weld prep, and non-compliant materials
What Is Sanitary Welding?
Sanitary welding is the application of welding to join stainless steel tubing, pipe, vessels, and fittings in a way that produces internally smooth, fully penetrated, defect-free joints that meet strict hygienic design standards. This distinguishes it from standard structural or industrial welding, where surface cosmetics matter more than internal cleanliness.
The desired outcome is unambiguous: a sanitary weld must be free of crevices, voids, cracks, porosity, and surface discoloration. Even minor imperfections become sites for microbial harborage, chemical entrapment, or corrosion — making them unacceptable under 3-A Sanitary Standards, AWS D18, or ASME BPE standards.
Materials Used in Sanitary Welding
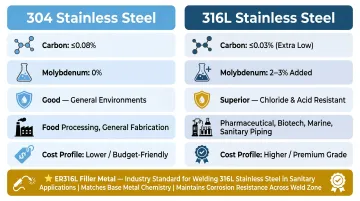
Sanitary welding is almost exclusively performed on austenitic stainless steel, typically 304 and 316L grades. These materials deliver:
- Withstand corrosive food and chemical environments without degradation
- Support CIP/SIP (clean-in-place/sterilize-in-place) cleaning cycles
- Meet FDA and USDA material compliance requirements
316L stainless steel contains approximately 2-3% molybdenum, which enhances resistance to pitting and crevice corrosion in chloride-containing or acidic environments. It's the go-to grade for pharmaceutical and chemical processing. 304 stainless steel is the cost-effective choice for general food processing where corrosive exposure is minimal.
The base material, filler metal, and shielding gas must all meet sanitary-grade specifications. Using non-compliant materials or mismatched filler metals can compromise both corrosion resistance and weld integrity.
Why Sanitary Welding Is Used in Hygienic Industries
Regulatory and Safety Drivers
Industries like food & beverage, pharmaceutical, biotech, and medical manufacturing operate under regulatory frameworks that mandate equipment surfaces in contact with product must be non-reactive, non-porous, and cleanable. Standard welds with rough surfaces, pits, or crevices fail these requirements.
Key regulatory mandates:
- FDA (Food) — 21 CFR 117.40: "Seams on food-contact surfaces must be smoothly bonded or maintained so as to minimize accumulation of food particles, dirt, and organic matter."
- FDA (Pharmaceutical) — 21 CFR 211.65: "Equipment shall be constructed so that surfaces that contact drug products shall not be reactive, additive, or absorptive."
Both mandates are enforced through facility inspections, and violations can trigger product recalls or loss of operating licenses.
What Goes Wrong Without Proper Sanitary Welding
Rough or porous weld surfaces trap fluid and biological matter, making effective CIP/SIP cycles impossible. This leads to:
- Biofilm formation — research shows that electropolished stainless steel surfaces harbor significantly fewer bacterial cells than rough surfaces
- Cross-contamination between product batches
- Product recalls and facility shutdowns
- Regulatory non-compliance and loss of operating licenses
A 2022 study on Listeria monocytogenes confirmed that surface topography significantly affects bacterial attachment and biofilm development on stainless steel in food processing environments.
Where Sanitary Welding Is Required
Sanitary welding is required in:
- Food and beverage processing — tanks, vats, piping, heat exchangers
- Pharmaceutical and bio-pharma production — reactors, transfer lines, vessels
- Nutraceutical and cosmetic manufacturing — blending systems, filling lines
- Cannabis and hemp extraction — closed-loop extraction systems
- Drinking water treatment — filtration systems, distribution piping
- Medical device fabrication — surgical instruments, implant components

Passivation after welding is also required in many of these applications — removing free iron and forming a protective oxide layer that ensures the finished weld surface meets product-contact specifications.
Compliance Frameworks
In most regulated industries, sanitary welding is mandated by standards bodies:
- 3-A Sanitary Standards — define design criteria for equipment, weld quality, and surface finish; product-contact surfaces must meet 32 microinch (0.8 micrometer) Ra or smoother
- AWS D18.1 — covers austenitic stainless steel tube and pipe welding in sanitary applications
- AWS D18.2 — defines acceptable weld discoloration levels
- ASME BPE — governs bioprocessing equipment, specifying SF1 (20 Ra max) and SF4 (15 Ra max plus electropolish) surface finishes
Fabricators working in these industries are expected to demonstrate compliance with the applicable standard during equipment qualification and facility audits.
How Sanitary Welding Works: Process Flow and Welding Methods
Sanitary welding follows a strict sequence. Skipping or rushing any step directly compromises weld quality and surface integrity downstream:
Process sequence:
- Material selection and verification
- Surface preparation and cleaning
- Fit-up and alignment
- Gas purging setup
- Welding
- Post-weld inspection
- Post-weld treatment (passivation if required)
Step 1: Surface Preparation and Fit-Up
Sanitary welding begins with meticulous cleaning of all surfaces, tools, and fixtures. Oil, dust, mill scale, and any contaminants must be removed — they cause porosity or inclusions during welding.
Square, tight fit-up is critical. Gaps introduce oxidation and result in incomplete fusion on the inside surface of tubing. Misalignments beyond the 0.5mm tolerance are a rejection criterion in sanitary applications.
Best practices:
- Use dedicated stainless steel brushes (never carbon steel)
- Clean with approved solvents (acetone or isopropyl alcohol)
- Verify alignment within 0.5mm tolerance
- Avoid iron contamination from carbon steel tools
Step 2: Purging and Shielding Gas Setup
Back purging is essential: the inside of a pipe or tube must be flooded with high-purity inert gas before and during welding to protect the interior weld surface from atmospheric oxidation.
Critical parameters:
- Gas type: 100% argon (minimum 99.995% purity recommended)
- Purge duration: sufficient to achieve oxygen levels below 50-70 ppm
- Exterior shielding: torch shielding gas (also argon) protects the outside weld
Without adequate purging, the inside of the weld oxidizes, producing discoloration (blues, purples, blacks) that indicates chromium depletion. This compromises corrosion resistance and is a rejection criterion under AWS D18.2.
AWS D18.2 Weld Discoloration Acceptance:
| Sample Level | Color | Product-Contact Acceptance |
|---|---|---|
| Sample 1 | Bright silver / light straw | Acceptable |
| Sample 2 | Straw / light gold | Acceptable |
| Sample 3 | Light blue | Acceptable (upper limit per ASME BPE) |
| Sample 4+ | Dark blue, gray, black | Rejected |
Welds beyond Sample 3 indicate excessive oxidation and loss of corrosion resistance.
Step 3: Welding Execution and Method Selection
TIG/GTAW (Gas Tungsten Arc Welding) is the primary method specified by AWS D18. It uses a non-consumable tungsten electrode, delivers precise arc control, and produces narrow heat-affected zones (HAZ).
Key advantages:
- Performed autogenously (no filler) on thin-wall tubing, eliminating filler contamination entirely
- Produces the smooth, crevice-free internal bead required for sanitary applications
- Maintains tight HAZ control to preserve corrosion resistance in the weld zone
Orbital TIG Welding is the automated alternative. A machine locks the tube while the arc rotates 360°, delivering:
- Fully repeatable, computer-controlled welds — ideal for high-volume pharmaceutical piping
- 100% inert gas coverage in a sealed torch environment
- Automated data logging for quality assurance audits and traceability
- Consistent crevice-free beads that support CIP/SIP cleaning protocols
Per ESAB technical documentation, orbital welding provides programmable parameters with real-time monitoring, producing uniform welds across thousands of joints.
For applications outside typical stainless tubing, laser welding and electron beam welding offer additional precision. Both are used for extremely thin-wall or exotic alloy work in specialized industries such as semiconductor manufacturing and implantable medical devices.
Key Factors That Affect Sanitary Weld Quality
Base Material and Filler Metal Selection
The grade of stainless steel and filler metal must be compatible and compliant. 316L is preferred in pharmaceutical and chemical applications for its enhanced corrosion resistance and lower carbon content, which reduces carbide precipitation during welding.
During welding, austenitic stainless steel heated to 550–800°C develops chromium-rich carbides at grain boundaries — a process called sensitization. This depletes chromium from adjacent zones. When local chromium falls below roughly 12%, the steel can no longer maintain a stable passive film, as documented by the NRC, leaving it vulnerable to intergranular corrosion.
L-grade materials (304L, 316L) resist sensitization by limiting carbon to 0.03% maximum, which reduces the driving force for chromium carbide nucleation.
ER316L filler metal (per AWS A5.9) is the standard for sanitary welding of 316L base material. Its low carbon content matches the base material to prevent sensitization.
Heat Input Management and HAZ Control
Excessive heat causes:
- Sensitization (carbide precipitation at grain boundaries)
- Warping and changes to surface finish
- Unacceptable oxidation colors beyond AWS D18.2 Sample 3
TIG welding's precise amperage control and orbital welding's computer-programmed parameters keep heat input within acceptable ranges, protecting both the weld zone and adjacent base material.
Shielding and Purging Adequacy
Purging effectiveness depends on:
- Gas purity — minimum 99.995% argon recommended
- Purge flow rate and duration before arc initiation
- Oxygen content in the purge zone — ideally below 50 ppm
Inadequate purging produces internal oxidation that compromises corrosion resistance and violates acceptance criteria.
Post-Weld Inspection and Surface Treatment
Inspection methods required:
- Visual inspection per AWS D18 color standards
- Borescope inspection of interior weld bead (mandatory for ASME BPE tubing)
- Radiographic (X-ray) testing for critical joints
- Helium leak testing for pharmaceutical systems
Passivation (typically citric acid or nitric acid treatment per ASTM A967) is typically required after welding to restore and enhance the passive chromium oxide layer on the stainless steel surface.
Citric acid is increasingly preferred over nitric acid:
- Safer (no toxic NOx fumes)
- More environmentally friendly (biodegradable)
- Selectively chelates free iron without attacking alloy elements
- Regulatory acceptance established in food and pharma
When passivation is required, Artesian Systems handles complete treatment of components — including pre-pickling to increase the thickness and consistency of the chromium oxide layer.
Common Issues and Misconceptions in Sanitary Welding
Misconception: Any Stainless Steel Weld Is a Sanitary Weld
This is the most dangerous misunderstanding. Standard welding on stainless steel can produce rough, oxidized, or porous surfaces that look acceptable externally but fail sanitary criteria internally.
Compliance with AWS D18 or 3-A standards requires:
- Documented welding procedures
- Qualified welders or validated orbital parameters
- Verified inspection protocols
The material is just the starting point — procedure, qualification, and verification are what make a weld actually sanitary.
Common Execution Errors
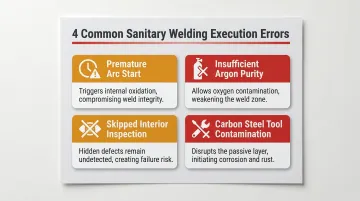
Teams routinely make these mistakes:
- Starting the arc before adequate purge saturation — produces internal oxidation
- Using insufficient argon purity — allows oxygen contamination
- Skipping interior inspection — hidden defects go undetected
- Allowing contamination from carbon steel tools — free iron on stainless steel surfaces interrupts the chromium oxide passive layer, creating rust initiation sites
Each of these errors manifests as a weld rejection under inspection or, worse, as a contamination event in service.
Confusion Between Weld Appearance and Weld Integrity
Surface color alone is not a reliable indicator of weld soundness. A visually acceptable weld can still have internal lack-of-fusion, porosity, or undercut that compromises both structural integrity and hygiene.
AWS D18.1 specifically addresses internal acceptance criteria for concavity, convexity, misalignment (high-low), and complete penetration. Verifying these criteria requires borescope inspection, radiographic testing, or documented hydrostatic testing — not just a visual pass at the exterior bead.
Frequently Asked Questions
What is sanitary pipe welding?
Sanitary pipe welding is the process of joining stainless steel tubing or pipe to produce smooth, fully penetrated, defect-free joints that prevent bacterial harborage and contamination. It is used in food, pharmaceutical, biotech, and similar industries where equipment cleanliness is critical.
What are common mistakes in pipe welding for sanitary applications?
The most frequent errors include starting the weld without adequate back purge, using contaminated or incompatible filler metal, poor fit-up that creates gaps, and skipping interior weld inspection entirely.
What is the 3-A sanitary standard for general requirements?
3-A Sanitary Standards define design criteria for equipment and processing systems, covering weld quality, surface finish (32 microinch Ra or smoother), and material requirements. These criteria ensure acceptance by FDA, USDA, and state regulatory bodies. AWS D18 was developed in collaboration with the 3-A committee.
What is ISO 9606 and what is it used for?
ISO 9606 is an international standard for the qualification of welders for fusion welding. It certifies a welder's ability to execute specific weld types to a defined quality level, which is often required alongside AWS D18 compliance in pharmaceutical and bioprocessing environments.
Can 304 and 316 stainless steel be welded together?
Yes, 304 and 316 (or 316L) can be welded together using compatible filler metal (typically 316L filler). However, in sanitary applications the lower-performing grade determines the system's overall corrosion resistance, so mixing grades requires engineering justification.
Can schedule 10 pipe be welded for sanitary applications?
Schedule 10 pipe (thin-wall) can be welded but requires careful heat input control and proper purging to avoid burn-through and oxidation. However, sanitary tubing defined by OD and wall thickness per 3-A standards is more commonly specified in food and pharma applications. Schedule pipe is not dimensionally interchangeable with sanitary tubing.
Need sanitary welding services or compliant components? Artesian Systems provides complete process pipe engineering, ISO9001-approved heat exchanger design, Section VIII Division 1 vessel building, and complete passivation services. Contact us at artesiansystems@gmail.com or +(801) 318-4079.