Introduction
Elastomer material selection is the single most consequential specification decision for a tri-clamp gasket. Most gaskets look identical — black or white discs — yet the underlying material determines chemical compatibility, temperature limits, and regulatory compliance.
A peroxide-cured EPDM gasket and a Buna/NBR gasket may both appear black, but one thrives in steam-cleaning environments while the other fails rapidly under the same conditions.
What follows covers the standard elastomer options — their operating ranges, chemical resistances, and regulatory status — along with the color-coding dot system manufacturers use to identify gasket material in the field. Getting this specification right prevents contamination, premature seal failure, and compliance violations in sanitary process systems.
Key Takeaways
- Gasket performance depends on elastomer material, not appearance—wrong choices cause contamination, failure, or compliance violations
- Five elastomers cover most applications: EPDM (steam/CIP), Buna/NBR (oils/fats), Silicone (pharma), Viton/FKM (solvents), PTFE (broad chemical resistance)
- Colored dot indicators enable rapid field ID; body color alone (black or white) is unreliable for identification
- Color codes are manufacturer-specific conventions, not universal standards—verify against your supplier's reference chart
- Evaluate process fluid and CIP/SIP chemistry separately when selecting gasket material; each poses distinct compatibility risks
Why Elastomer Material Is the Critical Variable in Tri-Clamp Gasket Selection
Tri-clamp gaskets form the primary pressure-containing seal at every ferrule connection in a sanitary pipeline. According to Rubber Fab's technical documentation, these gaskets are "the glue that holds sanitary piping systems together." Failure at the gasket level means process fluid escaping, contaminants entering, or both—so material selection directly affects safety, compliance, and product integrity.
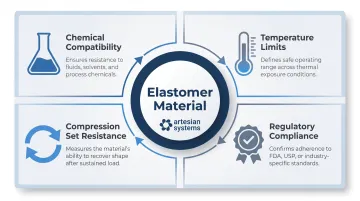
Elastomer material governs four interdependent properties simultaneously:
- Chemical compatibility with the process fluid
- Upper and lower temperature limits for continuous service
- Compression set resistance over repeated thermal cycles
- Compliance with food, drug, or chemical processing standards (3-A, FDA, USP)
That's what makes elastomer choice the starting point for any gasket specification — get it wrong, and no amount of correct sizing or installation technique compensates.
The Visual Identification Problem
Research confirms that "many sanitary elastomeric materials are the same in appearance." Both EPDM and Buna/NBR commonly appear black, while multiple silicone grades may be white or translucent. Field identification by color alone is a documented source of specification errors.
The consequences aren't minor. A Gorilla Gasket technical paper notes that "even the slightest gasket failure can taint products, leading to costly recalls or compliance violations" in food processing or pharmaceuticals.
Standard Elastomers Used in Tri-Clamp Gaskets and Their Operating Ranges
EPDM (Ethylene Propylene Diene Monomer)
EPDM is the most widely used elastomer in food, dairy, and beverage sanitary systems. The critical distinction lies between sulfur-cured and peroxide-cured grades.
Peroxide-Cured EPDM:
- Temperature range: -30°F to 300°F (-34°C to 149°C)
- Compliance: FDA 21CFR177.2600, USP Class VI, 3-A Sanitary Standards, ADI-Free
- Chemical resistance: Excellent with steam, hot water, aqueous CIP chemicals (caustic, acids), ketones, and polar solvents
- Key advantage: No sulfur bloom or metal staining; lower extractables profile
- Limitations: Poor resistance to petroleum oils and non-polar solvents
- Color code: Three green dots
Sulfur-Cured EPDM:
- Temperature range: Up to 250°F (120°C)
- Compliance: FDA 21CFR177.2600 (limited 3-A approval)
- Key limitation: Can exhibit sulfur bloom (surface migration), making it unsuitable for pharmaceutical low-extractables requirements
- Color code: One green dot
Peroxide-cured EPDM is the preferred grade for 3-A and FDA applications. Where oil or fat resistance takes priority over steam tolerance, EPDM's limitations point toward a different elastomer entirely.
Buna/NBR (Nitrile Butadiene Rubber)
Buna/NBR's defining strength is resistance to oils, fats, and petroleum-based media — making it the go-to choice where EPDM falls short.
- Temperature range: -30°F to 200°F
- Applications: Dairy fats, meat fats, food processing lines handling oils, lubricant-adjacent environments
- Compliance: FDA 21CFR177.2600, 3-A Sanitary Standards
- Critical limitation: Does NOT pass USP Class VI or cytotoxicity testing—excluded from pharmaceutical product-contact applications
- Steam limitation: Precision Polymer Engineering research explicitly states that "NBR should not be considered for applications where SIP or CIP conditions are present"
- Color code: One red dot
Silicone (VMQ)
Silicone covers a wide temperature range and offers a low extractables profile, which explains its strong foothold in pharmaceutical and biotech applications.
- Temperature range: -40°F to 450°F (-40°C to 232°C)
- Applications: Pharmaceutical, biotech, nutraceutical (purity-focused systems)
- Compliance: USP Class VI, FDA 21CFR177.2600, 3-A, USDA, ADI-Free
- Key properties: Odorless, tasteless, high purity when platinum-cured
- Critical limitations:
- Poor tensile strength, tear resistance, and abrasion resistance
- Should NOT be used where SIP or aggressive CIP conditions are present
- Susceptible to concentrated solvents
- Color code: One pink dot (peroxide-cured); no dot (platinum-cured)
Viton/FKM (Fluoroelastomer)
Primary advantage: Highest chemical resistance among elastomers
- Temperature range: -30°F to 400°F
- Applications: Cannabis/hemp hydrocarbon extraction, specialty chemical processing, aggressive solvents, strong acids/bases
- Compliance: USP Class VI, FDA 21CFR177.2600, 3-A, USDA, ADI-Free
- Chemical resistance: Excellent with oils, hydrocarbons (butane, propane, heptane), aggressive solvents
- Limitations: Poor performance with ketones and strong bases; requires specialist grades for high-frequency SIP
- Cost premium: Approximately 8-10x more expensive than EPDM
- Color code: One white dot + one yellow dot
For cannabis and hemp hydrocarbon extraction — where butane, propane, and heptane are common process solvents — Viton/FKM is typically the only elastomer with sufficient chemical compatibility to hold up reliably.
PTFE (Polytetrafluoroethylene)
PTFE offers near-universal chemical compatibility, making it the material of last resort when other elastomers can't handle the process environment.
- Temperature range: -100°F to 500°F
- Applications: Ultra-pure pharmaceutical, aggressive chemical environments requiring zero extractables
- Compliance: USP Class VI, FDA 21CFR177.1550, 3-A, USDA, ADI-Free
- Types:
- Solid PTFE: Chemically inert, rigid, low compressibility (poor sealing conformance)
- Encapsulated PTFE: PTFE shell over elastomer core (EPDM or FKM), combines chemical inertness with compressibility
- Limitations: Susceptible to cold flow under pressure; not recommended for bolted clamp assemblies without elastomer core
- Color code: No dot (solid PTFE); three green dots (PTFE envelope with EPDM core); one white + one yellow dot (PTFE envelope with FKM core)
Color codes follow consistent logic across all five materials — understanding them prevents misidentification during installation or maintenance in multi-elastomer systems.
The Tri-Clamp Gasket Color-Coding System
The dot system solves a practical problem: since gasket body colors overlap across materials, manufacturers apply small colored dots to the outer edge or face of each gasket, so technicians can identify the material without reaching for documentation. Rubber Fab Technologies Group formalized this system, and it has since become the dominant convention across the sanitary gasket industry.
Standard Dot Indicator Reference
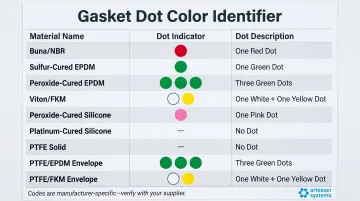
| Material | Dot Description |
|---|---|
| Buna (NBR) | One red dot |
| Sulfur-Cured EPDM | One green dot |
| Peroxide-Cured EPDM | Three green dots |
| Viton/FKM | One white dot + one yellow dot |
| Peroxide-Cured Silicone | One pink dot |
| Platinum-Cured Silicone | No dot |
| PTFE (solid) | No dot |
| PTFE Envelope with EPDM Filler | Three green dots |
| PTFE Envelope with FKM Filler | One white dot + one yellow dot |
Critical Nuances and Limitations
Manufacturer-Specific Convention
The dot coding system is not mandated by ASME BPE or 3-A Sanitary Standards — it's a manufacturer convention. A gasket from Supplier A may use different color conventions than one from Supplier B. Facilities that mix suppliers must maintain separate reference charts for each source.
Dot Degradation in Service
Heat, aggressive CIP chemicals (caustic, acids), and physical abrasion can fade or remove dot markings on aged gaskets. This makes material documentation — purchase records, certifications, batch traceability — essential as a backup identification method.
The PTFE No-Dot Risk
Because PTFE gaskets carry no dot, a faded or unlabeled gasket in the field may be incorrectly assumed to be PTFE when it could be a degraded marked elastomer. Best practice: segregated storage and clear labeling for all PTFE gaskets.
Matching Gasket Material to Industry and Application Requirements
Three Parallel Questions
Start every gasket selection with these three questions:
- What process fluids does this gasket contact? (including CIP/SIP chemicals, not just product)
- What are the continuous and peak temperature conditions?
- What regulatory standard governs this line? (3-A, FDA, USDA, USP, or customer-specific)
Industry-to-Elastomer Mapping
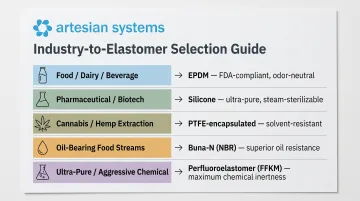
These answers map directly to elastomer selection across the industries Artesian Systems serves:
Food, Dairy, Beverage, Brewing
- Elastomer: Peroxide-cured EPDM
- Handles steam cleaning, hot water, and aqueous CIP (caustic, acid) with 3-A Sanitary Standard 18-03 compliance
- Example: Artesian Systems' PTFE x EPDM unitized gaskets for dairy CIP systems
Pharmaceutical, Nutraceutical, Biotech
- Elastomer: Platinum-cured silicone
- Low extractables (no leached compounds into process fluid), USP Class VI compliant, broad temperature range
- Not suited for high-frequency SIP or aggressive CIP protocols
Cannabis/Hemp Extraction
- Elastomer: Viton/FKM
- Resists butane, propane, heptane, and other hydrocarbon solvents; the 8-10x premium over EPDM is unavoidable for solvent service
Oil-Bearing Food Streams
- Elastomer: Buna/NBR
- Strong fat and oil resistance, but not cleared for pharmaceutical product-contact (no USP Class VI compliance)
Ultra-Pure Pharmaceutical or Aggressive Chemical
- Elastomer: PTFE or encapsulated PTFE
- Near-universal chemical compatibility; use encapsulated PTFE (EPDM or FKM core) for better sealing conformance
The CIP/SIP Dual-Evaluation Requirement
Research from Precision Polymer Engineering confirms that FDA compliance for process media does not guarantee suitability under CIP/SIP conditions. A gasket compatible with the process fluid may still degrade under CIP chemistry (high-concentration caustic, nitric acid, peracetic acid, hydrogen peroxide) or SIP steam at 121-135°C.
**Evaluate both contact conditions separately during material selection** — process fluid compatibility and cleaning chemical compatibility are not interchangeable criteria.
Artesian Systems' Regulatory Framework
Artesian Systems' tri-clamp components and gaskets are specified using 3-A approved, USDA compliant, and FDA 21CFR177.2600 and 1550 compliant materials. This material traceability gives engineers documented proof of compliance for audits, validation packages, and customer qualification requirements across food, pharma, and extraction systems.
What Goes Wrong When the Wrong Gasket Material Is Installed
Chemical Attack Failure Modes
| Failure Mode | Chemical Attack Mechanism | Result |
|---|---|---|
| Swelling | Fluid molecules migrate into polymer network | Reduced bore diameter (flow restriction), reduced clamping load (leak path) |
| Softening | Absorption creates gummy, weak material | Loss of structural integrity, seal failure |
| Hardening/Embrittlement | Chemicals extract plasticizers | Cracking, brittle fracture, loss of elasticity |
| Compression Set | Material loses recovery capability | Permanent deformation, cannot maintain seal after thermal cycling |
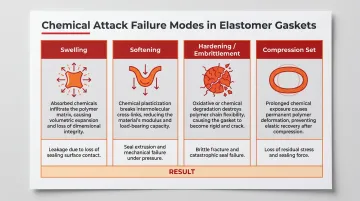
Source: Global O-Ring and Seal — Thermal Aging vs. Chemical Attack
Contamination Consequences
Degraded elastomers leach plasticizers, cure residues, or breakdown compounds into the product stream. In food and pharma applications, this creates direct product quality and regulatory risk. Sulfur-cured EPDM, for example, can exhibit surface bloom — releasing sulfur compounds that contaminate pharmaceutical product streams (source: Wayne Rubber, EPDM Materials).
Operational and Compliance Consequences
- Unplanned downtime: Disassembly, cleaning, replacement
- Regulated facility triggers: Deviation reports, batch investigations, re-validation
- Worst case: Product recall exposure
Common Misinterpretations in Gasket Selection and Field Identification
Error 1: Identifying Material by Body Color
The most frequent error: identifying material by gasket body color rather than dot indicator. Black gaskets are commonly assumed to be Buna/NBR, but EPDM (also black) is frequently the actual material. Sanitary Fittings confirms this is a documented source of incorrect replacement orders.
Solution: Always check the dot indicator and cross-reference supplier documentation.
Error 2: EPDM Cure-Type Oversight
Many procurement processes specify "EPDM" without distinguishing between sulfur-cured and peroxide-cured grades. Peroxide-cured EPDM carries additional regulatory compliance (3-A approval, pharmaceutical suitability) and different extractable profiles. When submitting purchase orders or RFQs, include cure type as a required field — not as supplemental context.
Error 3: The Risk of Facility-Wide Material Standardization
Specifying the right cure type is only part of the equation — the broader mistake is locking in a single elastomer across an entire facility. Any system handling product, CIP return, steam, and solvent cleaning across different lines needs connection-level material review, not blanket standardization.
A practical example: a dairy plant running EPDM on product lines may still need Viton/FKM on solvent-cleaning circuits in the same building. The lines share a facility, not a chemical environment. Key factors to evaluate per line include:
- Process fluid chemistry — aqueous vs. solvent-based, pH range
- Cleaning agents — caustic CIP, acid rinse, or solvent wipes each degrade different elastomers
- Temperature exposure — steam lines demand higher heat resistance than ambient product lines
- Regulatory requirements — pharmaceutical or 3-A lines may restrict material options regardless of chemical compatibility
Frequently Asked Questions
What is the ASME Code for gaskets?
ASME BPE (Bioprocessing Equipment) governs sanitary fittings and gasket dimensional requirements in pharmaceutical and biotech applications. ASME B16.21 covers gaskets for flanged joints in general piping. ASME BPE specifies dimensional conformance only—not elastomer material selection.
What is the color code for a sanitary line?
Two separate systems exist: pipe/line color coding (identifies service type—product, CIP, steam) and the gasket dot indicator system (identifies elastomer material at the connection level). They serve different purposes and operate independently.
What is the difference between yellow and green gaskets?
In the standard dot-coding system, green dots indicate EPDM (one dot for sulfur-cured, three dots for peroxide-cured). A combination of yellow and white dots indicates Viton/FKM. The gasket body color itself is less meaningful than the dot indicators.
What is the code for rubber gaskets?
Rubber gaskets are identified by ASTM material designations—NBR, EPDM, VMQ (silicone), and FKM (Viton) per ASTM D1418. FDA 21CFR177.2600 governs rubber articles for repeated food contact; 3-A Sanitary Standards independently specify approved elastomer materials.
What is the difference between EPDM and silicone tri-clamp gaskets?
EPDM handles steam and aqueous CIP chemicals well and is more cost-effective for food/dairy applications. Silicone offers a broader usable temperature range (-40°F to 450°F), lower extractables, and is preferred in pharmaceutical and nutraceutical applications. Neither material is suitable for oil-based or solvent-based service.
Can tri-clamp gaskets be reused after disassembly?
Tri-clamp gaskets can be reinstalled if they show no visible compression set, cracking, swelling, or surface degradation. In regulated pharmaceutical or high-purity food environments, single-use or fixed-interval replacement policies are standard practice.