Introduction
Specify the wrong temperature range for a Buna-N tri-clamp gasket and the seal doesn't just wear faster — it loses compressive recovery, sheds particles into product streams, and puts your regulatory compliance at risk. In food, pharmaceutical, beverage, and extraction systems, that's not a maintenance issue. It's a shutdown.
Understanding Buna-N's operating range requires more than memorizing a published spec. Published figures can vary by as much as 50°F across manufacturers, and knowing why those differences exist is what separates a reliable seal selection from a premature failure.
This guide covers what the temperature range actually represents for Buna-N, why specifications differ across formulations, what affects real-world performance, and the most common errors that lead to gasket failure.
Key Takeaways
- Buna-N tri-clamp gaskets typically handle -30°F to 200°F (-34°C to 93°C); some industrial grades rate to 250°F (121°C)
- Cold extremes cause hardening and seal compliance loss; heat triggers compression set, oxidation, and failure
- Published ranges assume ideal conditions; chemical exposure, pressure, and thermal cycling all narrow the real-world window
- Food-grade Buna-N must meet FDA 21CFR, 3A, or USDA compliance; temperature rating alone doesn't confirm regulatory suitability
- When process temperatures approach 200°F or aggressive media appear at elevated heat, evaluate Viton or PTFE alternatives
What Temperature Range Represents in Buna-N Tri-Clamp Gaskets
Temperature range is a material performance envelope—the span within which Buna-N maintains elasticity, compressive recovery, dimensional stability, and chemical resistance under load. It describes two distinct limits, each with its own failure mechanism.
Nitrile butadiene rubber (NBR) is a copolymer of acrylonitrile (ACN) and butadiene. The ratio of these monomers governs both chemical resistance and cold-temperature flexibility. Higher ACN content (40-50%) improves oil resistance but raises the glass transition temperature (Tg), reducing low-temperature performance. Standard compounds use 33-36% ACN, balancing both properties.
Two failure zones:
- Cold end: Below approximately -30°F (-34°C), Buna-N stiffens as it approaches its glass transition zone. The material loses seating compliance, increasing micro-leak risk at ferrule interfaces. In extreme cold, mechanical stress can cause brittle fracture.
- Hot end: Above the rated upper limit, Buna-N undergoes accelerated oxidative degradation and thermal softening. Tensile strength drops, the material extrudes under clamp load, and surface cracking or tackiness develops as molecular chains break down.
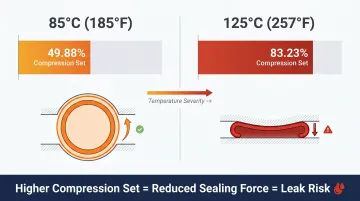
Both failure zones share a common early warning signal: compression set. When a gasket is compressed between ferrule faces, it must maintain elastic recovery to sustain sealing force over time. Elevated temperatures accelerate permanent deformation. At 85°C (185°F), compression set reaches 49.88% after 7 days in air; at 125°C (257°F), it jumps to 83.23%—meaning the gasket gradually loses its ability to seal even before visible degradation occurs.
Most published ratings reflect continuous service. Brief excursions above the rated limit may not cause immediate failure but measurably shorten service life. Parker Hannifin guidance states that every 18°F (10°C) increase above the continuous limit doubles the degradation rate, halving seal life. Thermal excursions carry disproportionate cumulative damage and should not be treated as operating headroom.
Buna-N's Published Temperature Range—and Why Specifications Vary Across Sources
Sources cite Buna-N tri-clamp gasket temperature ratings as low as -30°F to 200°F (-34°C to 93°C) for sanitary/food-grade formulations, and as wide as -40°F to 250°F (-40°C to 121°C) for industrial-grade compounds. Understanding why they differ is as important as knowing the numbers.
Primary causes of variation:
- ACN content drives cold-end limits: low ACN (18-30%) stays serviceable to -65°F (-54°C), while high ACN (40-50%) stiffens below -15°F (-26°C)
- Cure system sets the upper ceiling — sulfur-cured NBR rates to 125-135°C; peroxide-cured formulations can handle 150°C for short durations
- Test methodology matters: static vs. dynamic sealing, fluid media, and whether ratings reflect lab baselines or real-system limits all shift the numbers
- Additive packages — stabilizers and plasticizers — further modify thermal performance by compound
Nominal Operating Range for Sanitary Service
Food-grade, sanitary Buna-N tri-clamp gaskets typically handle approximately -30°F to 200°F (-34°C to 93°C) in continuous service. This assumes moderate pressure, static sealing geometry, non-aggressive process fluid, and ambient storage between cycles.
This range covers most ambient and moderate-heat applications — food processing, brewing, beverage production, and general fluid handling. It leaves limited margin for processes involving steam, hot CIP cycles, or significant thermal cycling. Rubber Fab rates Buna-N at -30°F to 200°F for sanitary gasket service, a 50°F more conservative upper limit than the 250°F cited elsewhere.
That 50°F gap is where grade selection matters.
Artesian Systems' Buna-N tri-clamp gaskets (available in 1.5", 2", 2.5", 3", 4", and 6" sizes) are rated for -40°F to +250°F and comply with FDA 21CFR177.2600, 3A sanitary standards, and USDA requirements, providing the material documentation baseline required for regulated environments.
Upper and Lower Boundary Behavior
NBR's glass transition temperature (Tg) ranges from -44°C to 5°C depending on ACN content. Below -30°F (-34°C), Buna-N stiffens progressively as it approaches this transition zone. Loss of elastic seating force increases micro-leak risk, and in extreme cold, mechanical stress can cause brittle fracture.
Above the rated upper limit, Buna-N undergoes accelerated oxidative degradation. At 125°C in air, Young's modulus increased 133.2%, hardness rose approximately 11 Shore A points, and FTIR analysis confirmed disappearance of C=C bonds at 1650 cm⁻¹ — indicating chain scission. The material loses tensile strength, extrudes under clamp load, and develops surface cracking or tackiness as molecular breakdown progresses.
Food-Grade Formulation Distinction
Food-grade Buna-N (required for compliance with FDA 21CFR177.2600, 3A sanitary standards, and USDA regulations) uses specific compound formulations free from restricted additives. These formulations may carry a narrower effective temperature window than general-purpose nitrile rubber and should be verified against the relevant compliance standard before thermal specification.
3-A Standard 18-03 defines four temperature classes for sanitary rubber materials:
- Class I — up to 300°F
- Class II — up to 250°F
- Class III — up to 120°F
- Class IV — up to 100°F
The standard is performance-based and does not mandate specific polymers. Most sanitary Buna-N formulations qualify under Class II or Class III — confirm with your gasket supplier before specifying for CIP or elevated-temperature service.
Real-World Factors That Alter Buna-N's Effective Temperature Limits
Chemical Media Interaction at Elevated Temperatures
Buna-N's resistance to oils, fuels, and solvents degrades measurably as temperature rises. A gasket compatible with NBR at 70°F may cause severe swelling or degradation at 200°F in the same fluid. If the fluid itself breaks down due to heat, decomposition products are often more aggressive toward NBR than the original fluid.
NBR is incompatible with several common process fluids, particularly at elevated temperatures:
- Ketones (acetone, MEK)
- Esters and glycol-based brake fluids
- Aromatic solvents (toluene, xylene)
- Concentrated acids
- Ozone environments (cleaves butadiene double bonds, causing surface crazing)
Always verify chemical compatibility at your actual operating temperature — not just ambient conditions.
System Pressure and Clamp Load
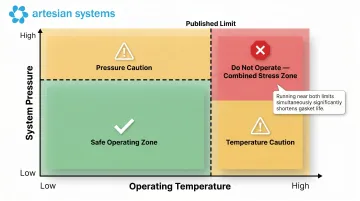
Higher process pressure increases compressive stress on the gasket face, amplifying thermally-driven compression set. As temperature increases, elastomers become softer, reducing extrusion resistance. At the high end of the temperature range combined with high pressure, Parker recommends using a 90 durometer compound or incorporating back-up rings to prevent seal migration.
In high-pressure applications, the practical upper temperature limit is effectively lower than the published figure. Pressure-temperature derating applies: running near both limits simultaneously will shorten gasket life significantly.
Thermal Cycling and CIP Duty
Repeated heating and cooling cycles—common in clean-in-place operations—subject the gasket to fatigue loading that standard temperature ratings don't account for. CIP caustic soda (NaOH) is used at 80°C (176°F), and NBR struggles with resistance to acids, alkalies, water, steam, and ozone—all common CIP agents.
Rubber Fab rates Buna-N as 0 ("Do Not Use") for both continuous and intermittent steam service in sanitary applications. Buna-N gaskets in frequent CIP service should be inspected more frequently and replaced on a preventative schedule rather than run to visible failure.
Clamp Torque and Installation Geometry
Installation quality introduces its own thermal stress, separate from fluid and pressure factors. Under-torqued connections allow micro-movement under pressure, generating frictional heat at the sealing face. Over-torquing at elevated temperatures accelerates extrusion of the softened gasket material — either direction pushes the effective operating temperature beyond what the process conditions alone would suggest.
What Happens When Buna-N Operates Outside Its Temperature Range
Below the Lower Limit
The gasket stiffens progressively and loses seating compliance (its ability to conform to the flange surface). When pressurized in a hardened state, micro-leak risk increases significantly. Sudden mechanical shock or vibration can crack or fracture the gasket body.
High ACN (40-50%) NBR should not be used below 0°F (-18°C). Systems in cold-storage or outdoor winter environments should verify that Buna-N's low-temperature rating is adequate before specifying.
Above the Upper Limit
The material softens and loses compressive recovery — and the danger here is that the seal can appear intact visually while sealing force has already dropped. Continued service then produces surface oxidation, cracking, tackiness, discoloration, particle generation, and eventual seal breach.
Progression from performance degradation to physical failure:
- Early stage (approaching upper limit): Compression set accelerates; hardness begins to increase as volatiles are driven out
- Mid-stage (at or slightly above limit): Young's modulus increases significantly; elongation decreases; the seal will crack if flexed
- Late stage (sustained exceedance): At 100% compression set, the seal has zero recovery and is at high risk of failure; surface oxidation produces a hardened, brittle layer

Compliance and Contamination Impact
For food, pharmaceutical, nutraceutical, and hemp/cannabis extraction applications, a thermally degraded Buna-N gasket can shed particulates or absorb and re-release process fluid. Both outcomes represent contamination events and potential violations of FDA 21CFR, 3A, or USDA compliance requirements.
FDA 21 CFR 177.2600 sets the following extractables thresholds for rubber in food contact:
| Contact Type | First 7h Reflux | Succeeding 2h |
|---|---|---|
| Aqueous food | 20 mg/sq inch | 1 mg/sq inch |
| Fatty food | 175 mg/sq inch | 4 mg/sq inch |
Degraded rubber releasing extractables above these limits loses food-contact compliance.
Artesian Systems supplies Buna-N sanitary components in FDA 21CFR177.2600, 3A-approved, and USDA-compliant formulations. That material documentation gives regulated facilities a traceable baseline — making it straightforward to identify when a thermal event has occurred and demonstrate compliance status during audits or inspections.
Common Misinterpretations of Buna-N Temperature Ratings in Practice
Running Near the Rated Limit Is Not "Within Spec"
A gasket rated to 200°F operated continuously at 195°F is not "within spec" in the same way as one running at 150°F. Proximity to the limit accelerates compression set, shortens service life, and increases replacement frequency.
Parker recommends that maximum system temperature be at least 25°F (14°C) below the material's rated maximum to provide a safety margin for unexpected spikes. Think of the rated maximum as a failure threshold, not an operating target.
Lab Ratings Don't Reflect Real Process Conditions
Laboratory ratings assume controlled fluid, static pressure, and single-variable testing. Real process systems introduce combined stressors—temperature, chemical exposure, pressure, and cycling—that together narrow the usable operating window well below any single published figure.
Because these stressors compound, engineers should validate gasket performance against the actual process combination—not the rated maximum alone.
Temperature Compatibility Alone Doesn't Make a Gasket Compliant
In sanitary processing environments, a gasket that meets the temperature requirement but lacks FDA 21CFR, 3A, or USDA material certification is not a compliant installation regardless of thermal performance. Always confirm material grade and compliance documentation alongside temperature specifications.
Conclusion
Buna-N's temperature range directly determines whether a gasket holds its seal, meets regulatory requirements, and lasts through the full service life of the connection. Treat it as a design input, not a footnote.
Published ratings and real-world performance diverge when chemical media, pressure, duty cycle, and material grade aren't factored in. Applying appropriate safety margins — rather than running at the edges of the specification — is what keeps that gap from becoming a failure. Specify conservatively, validate against your actual process conditions, and don't wait for a leak to schedule replacement in thermally demanding service.
Frequently Asked Questions
What is the temperature range of Buna-N gasket?
Food-grade sanitary Buna-N is rated for continuous service from approximately -30°F to 200°F (-34°C to 93°C). Some industrial-grade nitrile formulations extend to 250°F (121°C), though the exact limit depends on the compound, service conditions, and compliance grade.
What is the temperature rating of a tri clamp gasket?
Tri-clamp gasket temperature ratings vary by elastomer: Buna-N tops out around 200°F, EPDM reaches roughly 275°F–300°F, Viton handles up to 400°F, and PTFE extends to 450°F–500°F. The gasket is always the thermally limiting component in a tri-clamp assembly — spec it to your process temperature, not the hardware.
What is the temperature range of Buna-N vs Viton?
Buna-N is generally rated to approximately 200°F (-30°F to 200°F) for continuous sanitary service, while Viton (FKM) extends to approximately 375°F–400°F (-30°F to 400°F). When process temperatures exceed Buna-N's upper limit or aggressive chemical exposure at elevated temps is involved, Viton is the standard upgrade path.
What is the best gasket material for high-temperature applications?
For high-temperature sanitary applications, PTFE and Viton (FKM) are the go-to choices. PTFE handles up to approximately 450°F–500°F and is chemically inert across nearly all process fluids. Viton provides elastomeric seating compliance at temperatures where Buna-N and EPDM have already degraded.
Is Buna-N compatible with water?
Buna-N is compatible with water and water-based solutions within its rated temperature range, making it a practical choice for ambient and warm-water food and beverage applications. For hot water or steam approaching or exceeding 200°F, EPDM or PTFE is the preferred upgrade.
What are the materials used in sanitary gaskets?
Sanitary gasket materials include Buna-N, EPDM, FKM/Viton, silicone, and PTFE. Selection comes down to three factors: the process temperature ceiling, chemical compatibility with your product or CIP chemistry, and regulatory requirements — FDA 21CFR, 3A, or USDA depending on your industry.