Introduction
Temperature rating is the single most critical parameter when specifying a Viton (FKM) gasket. Select the wrong grade or overlook boundary conditions, and you're looking at seal failure, process contamination, and costly downtime. In food processing, pharmaceutical manufacturing, and chemical extraction—where thermal cycling, steam exposure, and aggressive CIP regimens are routine—understanding what those ratings actually mean is non-negotiable.
This guide breaks down what Viton's temperature rating actually represents, how it varies by grade, and what engineers and procurement teams need to specify correctly. Published datasheet limits are starting points, not final specifications.
The effective thermal performance of an FKM gasket depends on chemical co-exposure, mechanical load, cure system, and duty cycle. We cover how these variables interact—and provide practical selection criteria for gaskets that hold through their full service life.
Key Takeaways
- Viton operates continuously from -20°C to +204°C; short-term tolerance reaches +260°C for intermittent exposure only
- A-type grade handles compression set best; F-type provides superior chemical resistance at higher fluorine content but loses low-temperature flexibility
- Chemical exposure accelerates thermal degradation—steam degrades FKM faster than dry heat at identical temperatures
- Exceeding temperature limits causes irreversible hardening and compression set, leading to seal failure
- Verify grade, application media, and duty cycle before specifying — lower your effective limits in combined-stress environments like SIP/CIP
What Viton's Temperature Rating Represents
Viton (FKM) is a highly fluorinated elastomer whose temperature rating defines the performance boundary within which the gasket maintains elasticity, sealing force, and chemical resistance without permanent degradation. This rating is both a design parameter—established during compound formulation—and an operating constraint that must not be exceeded in service.
The fluorine content of the polymer chain is the primary determinant of heat resistance. Higher fluorine content generally yields greater thermal stability and chemical resistance. Chemours, the primary manufacturer of Viton, publishes specific fluorine levels for standard grades:
| Grade Type | Fluorine Content | Polymer Structure | Key Trade-Off |
|---|---|---|---|
| A-type | 66% | Dipolymer (VDF/HFP) | Best compression set; lower chemical resistance |
| B-type | 68% | Terpolymer (VDF/HFP/TFE) | Improved fluid resistance vs. A-type |
| F-type | 70% | Terpolymer (VDF/HFP/TFE) | Best fluid resistance; poorest low-temp flexibility |
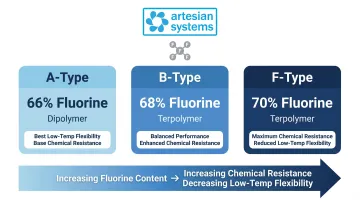
As fluorine content increases, fluid resistance improves, but compression set resistance and low-temperature flexibility typically decline. This fundamental trade-off shapes material selection for every application.
The temperature rating of the bulk material differs from the effective thermal limit of an assembled gasket joint—and that distinction matters in practice. The latter depends on gasket geometry, compression ratio, flange material thermal conductivity, and whether heat is applied uniformly or transiently. A gasket compressed between stainless steel flanges experiences different thermal dynamics than one mounted on plastic or composite surfaces.
Factors That Influence Temperature Rating in Real-World Operation
Published datasheet ratings assume standard conditions: dry heat, moderate compression, no aggressive chemical co-exposure, and steady-state operation. These assumptions rarely hold simultaneously in food, pharmaceutical, or chemical process environments.
Cure system significantly affects thermal performance. FKM compounds use either peroxide or bisphenol cure systems, each with distinct high-temperature behavior. An RD Abbott ACS Technical Meeting study tested bisphenol-cured and peroxide-cured FKM at 200°C, 225°C, and 250°C for up to 1,008 hours. At 200°C (within the continuous use range), tensile strength degradation ranged from -4% to -25%. At 250°C, tensile strength dropped up to 83% after 1,008 hours.
Peroxide-cured systems with zinc oxide maintained better tensile strength and modulus at 225°C, though many modern specifications now prohibit metal oxides to meet biocompatibility requirements. Bisphenol systems offer faster cure rates and slightly improved compression set resistance.
Cure system chemistry is one variable. The operating environment is another—and the two interact. Chemical exposure combined with elevated temperature accelerates degradation faster than either factor alone. Steam exposure exemplifies this: Chemours rates standard FKM steam resistance as "Poor/Good" while dry heat resistance receives "Excellent/Outstanding" ratings.
A 2024 peer-reviewed study investigated FKM aging in deionized water at 225°C and found material loss, filler leaching, and surface delamination—degradation modes absent from dry-heat aging at the same temperature. Hydrolysis breaks crosslinks in wet-heat environments, altering the degradation pathway entirely.
Thermal cycling causes progressive compression set accumulation even when peak temperatures remain within rated limits. Each heat-up and cool-down cycle induces stress relaxation. Over hundreds of cycles, the gasket loses its ability to maintain sealing force, even if no single exposure exceeds the published limit.
Viton Temperature Rating Range: Nominal, Grade-Based, and Boundary Limits
Viton's temperature rating is governed by grade, exposure duration, and operating conditions—a single number is never the complete answer.
Nominal Operating Range
The Chemours Chemical Resistance Guide establishes:
- Continuous operating range: -20°C to +204°C (-4°F to +400°F)
- Short-term excursion limits: Up to +260°C (+500°F) for 1,000 hours; +316°C (+601°F) for 48 hours
These ranges assume dry heat, standard compression, no aggressive chemical co-exposure, and moderate duty cycle. In sanitary process environments involving steam, caustic cleaning agents, and repeated thermal cycling, these assumptions rarely apply simultaneously.
Artesian Systems supplies Viton gaskets rated for -40°F to +250°F (-40°C to +121°C) in standard configurations, with FDA 21CFR177.2600 and 3A compliance documentation included. For food processing and pharmaceutical applications, this range accommodates pasteurization, hot filling, and moderate CIP (clean-in-place) cycles while maintaining regulatory compliance.
Grade-Specific Variations
The upper continuous temperature limit of 204°C is consistent across A, B, and F grades. The grades differ primarily in chemical resistance and low-temperature performance. Critical differentiation appears in compression set behavior at elevated temperatures:
| Grade | Compression Set at 200°C/70hrs | TR-10 (Low-Temp) | Fluorine Content |
|---|---|---|---|
| A-type | 12-17% | -17°C | 66% |
| B-type | 25-30% | -14°C | 68% |
| F-type | 30-35% | -8°C | 70% |
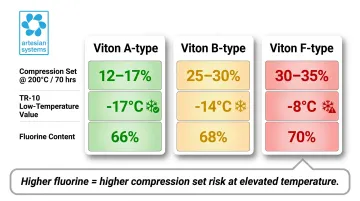
The pattern is clear: although the nominal upper limit is identical across grades, higher fluorine content correlates directly with higher compression set at elevated temperatures. Sealing performance degrades faster under sustained heat as fluorine content increases.
Specialty low-temperature grades extend cold-side performance to -40°C or lower. Chemours GLT-200S A (64% fluorine, glass transition temperature -32°C) and GFLT-600S A (67% fluorine, Tg -25°C) both enable operation through cold-startup conditions.
The trade-off is measurable: GLT-200S A shows 24% compression set at 200°C/70hrs and 36% at 168hrs, compared to 12-17% for standard A-type. Artesian Systems supplies specialty low-temperature FKM gaskets rated to -40°F for cryogenic-adjacent applications where cold-startup followed by high-temperature operation is required.
Safe Operating Margin
A design safety margin of 15°C–25°C below the rated continuous limit accounts for localized hot spots, process temperature spikes, and combined chemical-thermal stress that datasheets don't fully represent. For regulated industries such as food processing (3A, USDA) and pharmaceutical (FDA 21CFR177.2600), compliance documentation must confirm material ratings are appropriate for specified process temperatures.
Artesian Systems supplies FDA and 3A compliant Viton gasket components with full traceability documentation—verifying gasket grade, cure system, and extractability limits against the intended service temperature and media.
Key Technical Properties That Define Thermal Performance
Compression Set Resistance and Thermal Aging
Elevated temperature accelerates compression set accumulation, causing the gasket to lose its ability to maintain sealing force over time. Chemours publishes compression set data (ASTM D395, Method B):
- At 23°C, 70 hours: 9-16%
- At 200°C, 70 hours: 10-30%
The range reflects variation across formulations and cure systems. That near-doubling at elevated temperature has direct consequences for sealing force retention in long-duration service.
Thermal aging causes crosslink density changes in the polymer network. A 2023 peer-reviewed study established that dehydrofluorination is the primary initial degradation mechanism: HF is lost from VDF units in the polymer backbone, creating reactive C=C double bonds. These sites drive additional oxidative crosslinking, increasing crosslink density and causing progressive hardening (typically +3 to +5 Shore A points at 200°C over 500 hours).
At longest aging times, chain scission mechanisms dominate, leading to catastrophic mechanical failure. Failure is typically defined by "time to 50% loss of elongation," which follows an Arrhenius relationship, doubling the reaction rate with every 10°C temperature increase.
Chemical Resistance Interaction with Temperature
Viton's excellent resistance to mineral oils, hydrocarbons, aromatic solvents, and dilute acids is temperature-dependent. Resistance ratings that apply at ambient conditions may not hold at the upper thermal limit.
Chemours Chemical Resistance Guide uses volume swell ratings: A (<10%, recommended), B (10-30%, acceptable), C (30-50%, limited use), D (>50%, not recommended).
Confirmed incompatibilities (Rating D) across all temperatures for standard FKM:
- Ketones (acetone, MEK)
- Esters (ethyl acetate, butyl acetate)
- Amines (diethylamine, butylamine, ethylenediamine)
- Hot steam at sustained temperatures
Aggressive polar solvents cause volume swell that worsens at elevated temperature, compromising the sealing cross-section. No FKM grade resolves ketone incompatibility. For these media, specify FFKM (perfluoroelastomer) or an alternative elastomer.
Low-Temperature Brittleness as the Floor Constraint
The lower temperature limit represents the glass transition region where Viton loses elasticity and becomes prone to cracking under compression. Glass transition temperature (Tg) varies significantly by grade:
| Grade | Tg (by DSC) | TR-10 |
|---|---|---|
| A-type | -17°C | -17°C |
| B-type | -14°C | -14°C |
| F-type | -8°C | -8°C |
| GLT-200S A | -32°C | -30°C |
| GFLT-600S A | -25°C | -24°C |

The 24°C spread between F-type (-8°C) and GLT-200S A (-32°C) represents a significant engineering variable for cold-climate or cryogenic-adjacent applications. Below Tg, the elastomer transitions from rubbery to glassy, losing seal force. Confirm Tg against minimum process temperature, not just the published "low-temperature limit."
What Shifts Viton's Effective Temperature Limit in Real Systems
Published temperature ratings are material-level specifications. The effective limit in a real system is influenced by application-level variables that engineers must account for separately.
Three application-level variables can shift the effective temperature limit well below the published spec:
- System pressure: High pressure amplifies thermal stress, narrowing the safe operating margin. ASME PCC-1 requires flange seating stress to be evaluated alongside temperature because elastomer properties — compression set, stress relaxation, creep — are temperature-dependent. EN 1514-1:2024 provides combined pressure/temperature rating tables for this purpose.
- Mechanical fit: Flange surface finish, bolt torque, and compression ratio all affect how heat moves through the joint. Elastomeric gaskets should compress 25–50% of original thickness; tri-clamp wingnut torque should reach 25 in-lb. An under-torqued joint can produce localized overheating at the sealing face even when bulk fluid temperature stays within spec.
- SIP/CIP cycling: Steam-in-place and clean-in-place processes common in food and pharmaceutical applications expose gaskets to pulsed heat. Industry-standard SIP parameters run steam at 121°C to 134°C under 1–2 bar overpressure for 15–30 minutes per cycle, repeated multiple times daily.
Those temperatures sit within FKM's 204°C continuous rating on paper. In practice, the combination of wet heat, caustic or acid cleaning agents, and repeated thermal cycling produces cumulative degradation that dry-heat ratings don't capture.
Artesian Systems recommends scheduling gasket replacement by cumulative SIP/CIP cycle count — per GMP guidelines — rather than waiting for visible damage to appear.
Consequences of Exceeding the Temperature Range
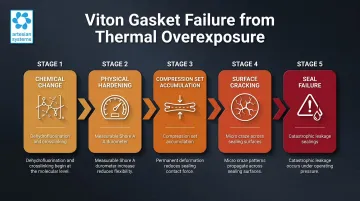
Once Viton is exposed beyond its rated temperature limit, polymer chain degradation accelerates exponentially. Published failure analysis documents the following sequence:
- Chemical change: Heat drives dehydrofluorination and additional crosslinking
- Physical hardening: Measurable increase in durometer
- Compression set accumulation: Seal loses ability to exert force; retains permanent flattened profile
- Surface cracking: Fine cracks and craze patterns develop
- Seal failure: Leakage under normal operating pressures
Hardening and embrittlement are the primary failure modes at high temperature; cracking and leakage failure below the cold-side limit result from brittleness. Thermal aging degrades the entire seal uniformly, whereas chemical attack localizes to fluid-contact surfaces—this distinction aids root-cause analysis.
In regulated industries, a failed Viton gasket exposes process fluid to degraded elastomer, raising contamination risk and potentially violating FDA 21 CFR 177.2600 extractability limits:
- Aqueous food contact: 20 mg/sq in (first 7 hours), 1 mg/sq in (subsequent 2 hours)
- Fatty food contact: 175 mg/sq in (first 7 hours), 4 mg/sq in (subsequent 2 hours)
- Minimum molecular weight: 70,000 for VDF/HFP copolymers; 100,000 for terpolymers
A degraded gasket that has undergone embrittlement or particulate shedding could exceed these limits, creating a compliance event requiring batch hold or discard.
Common Misinterpretations of Viton Temperature Ratings
Two specification errors account for the majority of premature Viton gasket failures in process environments:
- Continuous vs. intermittent ratings: The continuous operating limit and the short-term excursion limit are not interchangeable. Chemours states compounds "remain substantially elastic indefinitely when exposed to laboratory air oven aging up to 204°C or to intermittent exposures up to 316°C." The 260°C figure applies to 1,000-hour intermittent exposure, not continuous service. Running a seal at 260°C long-term causes premature failure even though Viton can tolerate that temperature briefly.
- Grade conflation: Not all Viton performs identically. A general A-type grade lacks the acid resistance and thermal ceiling of B-type or F-type compounds. This mismatch typically doesn't surface until a gasket fails in service — at which point root-cause analysis becomes difficult. Engineers should specify grade based on the dominant process challenge: chemical exposure, cold-side performance, or seal longevity.
Artesian Systems provides technical consultation to help customers verify that gasket grade, temperature rating, and chemical compatibility align with specific process conditions.
Frequently Asked Questions
What is the temperature range for a Viton gasket?
Standard continuous range is -20°C to +204°C (-4°F to +400°F), with short-term excursion tolerance up to +260°C (+500°F) for 1,000 hours. Specialty low-temperature grades extend the cold-side limit to -40°C. Artesian Systems' standard Viton gaskets operate from -40°F to +250°F with FDA and 3A compliance.
What is Viton not compatible with?
Viton performs poorly with ketones (acetone, MEK), esters, hot steam at sustained temperatures, and certain amines regardless of temperature. These fluids cause volume swelling exceeding 50% or chemical degradation via dehydrofluorination — specify FFKM or alternative elastomers for those applications.
Which is better, Viton or Nitrile?
Viton outperforms Nitrile (NBR) in high-temperature and chemical-resistance applications but costs 10-15x more. Nitrile's upper limit is 121°C (250°F) vs. Viton's 204°C (400°F). Nitrile is preferred for lower-temperature, cost-sensitive applications involving oils and fuels where extreme heat or aggressive chemicals are not factors.
What are the specifications and grades of Viton gaskets and O-rings?
Three standard grades cover most needs: A-type (66% fluorine, general-purpose), B-type (68% fluorine, improved acid resistance), and F-type (70% fluorine, maximum chemical resistance), with durometer ranging from 55–90 Shore A. Specialty grades meet FDA 21CFR177.2600, 3A Sanitary Standards, and aerospace specs. Artesian Systems supplies tri-clamp sizes from 1.5" to 6" with full compliance documentation.
Do Viton O-rings swell?
Viton resists swelling in hydrocarbons, mineral oils, and fuels (<10% volume change) but swells significantly in polar solvents like ketones and esters (>50%), particularly at elevated temperatures. Avoid Viton wherever ketone-based solvents are used in extraction or CIP cleaning — swelling at those levels compromises sealing geometry.
What rubber can withstand 500 degrees?
500°F (260°C) sits at Viton's short-term limit — not suitable for continuous use. Sustained operation above 260°C requires FFKM (perfluoroelastomer), such as Kalrez grades rated from 275°C to 327°C. FFKM costs 10–50x more than FKM but is the only elastomeric option for continuous high-heat service.