
Introduction
Walk into a food processing plant or pharmaceutical facility and you'll find sanitary piping systems filled with gaskets that look virtually identical. Most gaskets—Buna, EPDM, Viton, silicone—arrive in the same black, white, or translucent tones. Without a reliable identification system, a maintenance technician has no way to confirm correct material selection before torquing down the clamp.
The colored dot system solves this problem. Small colored dots molded into gasket edges communicate material identity at the point of installation. Knowing what each dot means—particularly the pink dot—is critical for material selection, regulatory compliance, and system reliability across food, pharmaceutical, beverage, and extraction applications.
What the Dot Color System Represents in Sanitary Piping
Sanitary elastomers — Buna, EPDM, Viton, silicone — are manufactured predominantly in black and white. A black Buna gasket and a black EPDM gasket look identical until one fails prematurely under steam or swells against incompatible chemicals. Visual-only identification isn't just unreliable; it's operationally dangerous.
How the System Works Physically
The dot coding system uses small colored dots molded or applied to the outer edge (ID face) of the gasket. Both the number of dots and their color encode material identity — one green dot and three green dots share the same color but indicate different EPDM cure processes with meaningfully different performance characteristics.
Holland Applied Technologies confirms that "most sanitary gaskets come with a series of colored dots on the side of the gasket that signifies the polymer material the sanitary gasket is constructed from." Most sanitary gasket manufacturers follow the same convention, so the same dot code generally identifies the same material across suppliers — though always verify against supplier documentation before installation.
The Exception Cases
Not every material needs a dot. PTFE and platinum-cured silicone are visually distinguishable on their own:
- Platinum silicone: Clear or translucent appearance with a slightly softer, more flexible feel
- PTFE: Bright white, waxy, rigid appearance with a distinct tactile stiffness
Why This Matters Operationally
A technician replacing a gasket without knowing the material can introduce an incompatible elastomer — one that degrades under process temperatures or swells against the product chemistry. The downstream effects compound quickly:
- Premature seal failure requiring unplanned downtime
- Product contamination from gasket degradation
- Recalls triggered before the root cause is identified
A Rubber Fab case study documents exactly this scenario: rubber particles entered a peanut butter processing stream and caused multiple product recalls before the failed gasket material was traced as the source.
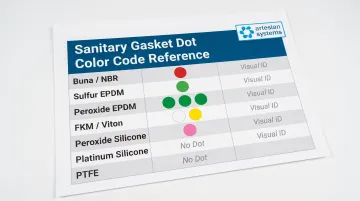
The Complete Sanitary Gasket Color Code Reference
The following codes represent the industry standard. These have been cross-validated across multiple manufacturers including Dixon Valve, Holland Applied Technologies, and Rubber Fab Technologies.
| Material | Dot Code | Visual ID |
|---|---|---|
| Buna/NBR | One red dot | Black or white elastomer |
| Sulfur cured EPDM | One green dot | Black or white elastomer |
| Peroxide cured EPDM | Three green dots | Black or white elastomer |
| FKM/Viton | One white + one yellow dot | Black or white elastomer |
| Peroxide cured silicone | One pink dot | White, opaque |
| Platinum cured silicone | No dot | Clear/translucent, flexible |
| Solid PTFE | No dot | White, rigid |
| PTFE envelope (EPDM core) | Three green dots | White PTFE exterior |
| PTFE envelope (FKM core) | One white + one yellow dot | White PTFE exterior |
Buna (NBR) — One Red Dot
Buna (nitrile rubber) is the go-to general-purpose sanitary gasket material for oil and petroleum applications — look for one red dot and a black elastomer body. Artesian Systems stocks Buna-N gaskets with 316L stainless steel screens in 20-micron and 100-micron filtration ratings, compliant with FDA 21 CFR 177.2600 and approved by 3A and USDA.
EPDM — One or Three Green Dots
EPDM appears under two dot codes: one green dot for sulfur cured, three green dots for peroxide cured. The cure method matters — here's how they differ:
- Peroxide cured: Heat resistant up to 257°F continuous, lower extractables, preferred in food and pharmaceutical applications
- Sulfur cured: Can impart taste and odor; typically fails to meet 3A performance requirements
For regulated or high-purity applications, always verify you have three green dots, not one.
Global O-Ring confirms that peroxide cured EPDM demonstrates superior compression set, aging resistance, and steam sterilization performance compared to sulfur cured variants.
FKM/Viton — One White Dot and One Yellow Dot
FKM (Viton) is coded with one white and one yellow dot — the same code applies to both black and white versions of the material. Viton handles aggressive solvents and acids well, which is why it's a staple in chemical processing, pharmaceutical, and extraction applications.
Silicone — One Pink Dot (Peroxide Cured) or No Dot (Platinum Cured)
One pink dot indicates peroxide cured silicone. Platinum cured silicone carries no dot — identify it by its translucent or semi-clear appearance and slightly softer feel.
The distinction matters for purity-sensitive processes. Holland Applied Technologies notes that "platinum cured products offer ultra-high purity characteristics with extremely low extractables and leachables," making it the better choice for pharmaceutical and high-purity food-grade applications.
PTFE and PTFE Envelope Gaskets — No Dot or Shared Dot with Core Material
Solid PTFE/Teflon gaskets carry no dot but are identifiable by their bright white, waxy, rigid appearance. For PTFE envelope gaskets—which have an elastomer core wrapped in a PTFE exterior—the dot reflects the core material: three green dots for EPDM core, one white and one yellow for FKM core.
Key Properties of the Most Common Sanitary Gasket Materials
Color coding identifies the material. Getting the specification right requires knowing how each material actually performs—across temperature, chemical exposure, and the regulatory standards your process must meet.
Temperature Range and Thermal Stability
Temperature capability directly affects material selection for processes involving steam, CIP/SIP cycles, or extreme operating conditions. Data validated from Dixon Valve and Rubber Fab:
| Material | Temperature Range (°F) | Temperature Range (°C) |
|---|---|---|
| Buna/NBR | -30 to 200 | -34 to 93 |
| EPDM (peroxide cured) | -30 to 300 | -34 to 149 |
| FKM/Viton | -30 to 400 | -34 to 204 |
| Silicone (peroxide/platinum) | -40 to 450 | -40 to 232 |
| PTFE | -100 to 500 | -73 to 260 |
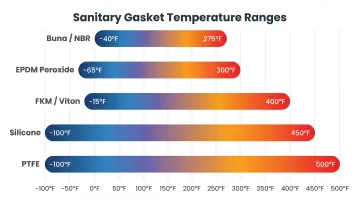
Silicone performs well across a wide temperature range, but PTFE holds the highest rating for both continuous use and peak exposure limits.
Chemical Compatibility
Chemical compatibility determines material selection more than any other factor. The following guidance is sourced from Instrumart's Sanitary Gasket Selection Guide:
Buna/NBR:
- Excellent with oils and hydrocarbons
- Unsatisfactory with steam, ketones, and strong acids
EPDM:
- Excellent with steam, hot water, and CIP chemicals (caustic, dilute acids)
- Poor with oils and solvents
FKM/Viton:
- Excellent with acids, solvents, and hydrocarbons
- Poor with steam and ketones
Silicone:
- Good general food-grade compatibility
- Fair to poor with certain cleaning agents and solvents
PTFE:
- Essentially chemically inert across virtually all process fluids
- A-rated (satisfactory) for the broadest range of chemicals
Regulatory Compliance Status per Material
For food, pharmaceutical, beverage, and extraction applications, gasket materials must meet applicable standards. Peroxide cured EPDM and platinum cured silicone are generally preferred over their sulfur cured or standard counterparts for regulated processes.
Three standards govern most sanitary gasket applications:
- FDA 21 CFR 177.2600 — Covers rubber articles (NBR, EPDM, FKM, silicone) for repeated food contact. Both sulfur and peroxide cure chemistries are listed as permitted, but extraction test limits frequently eliminate sulfur cured materials in practice.
- FDA 21 CFR 177.1550 — Covers PTFE and fluoropolymer resins, with a 500°F maximum service temperature and strict extractives limits.
- 3-A Sanitary Standard 18-03 — Requires FDA compliance as a baseline, then adds immersion testing in six solutions: nitric acid, phosphoric acid, sodium hydroxide, and sodium hypochlorite, among others. Sulfur cured EPDM often fails extraction limits and can introduce taste/odor issues in dairy products, creating real barriers to certification.
Artesian Systems sources gasket materials that meet 3-A, USDA, and FDA 21 CFR 177.2600 and 177.1550 requirements — worth confirming when specifying for food, pharma, hemp extraction, or nutraceutical processes.
Cure Type and Its Practical Implications
Cure chemistry affects material purity, extraction potential, taste/odor transfer risk, and CIP/SIP durability. The three-dot versus one-dot distinction for EPDM was specifically introduced to communicate this difference at the point of use.
Peroxide cured EPDM advantages:
- Higher temperature resistance (up to 257°F continuous)
- Lower compression set and better aging resistance
- Minimal staining of PVC or metals
- Lower extractables and minimal taste/odor transfer
- Industry standard for 3-A compliance
When purity requirements go beyond what EPDM can deliver — particularly in pharma, biotech, and high-sensitivity food applications — platinum cured silicone is the next step up.
Platinum cured silicone advantages over peroxide cured:
- No by-products (peroxide cured produces organic acids)
- Highest purity level with lowest extractables
- Transparent/clear appearance
- No blooming risk (white powder on surface)
- Preferred for pharma, biotech, and high-end food applications
Stockwell Elastomerics confirms that "platinum cured silicones have better tensile strength and better elongation properties than peroxide-cured silicones."
How to Select the Right Sanitary Gasket Material for Your Application
Narrow down the right gasket material by working through three questions in sequence:
- Identify your process fluid and its chemical aggressiveness
- Define your operating temperature and cleaning regime (including CIP/SIP cycles)
- Confirm whether a regulatory or compliance specification mandates a particular material or certification level
Once you've answered those three questions, the material choice usually becomes clear. Use this mapping as a starting point:
Application-to-Material Mapping
- Dairy and food/beverage processing: Peroxide EPDM or platinum silicone (steam/CIP compatible, low extractables, 3A compliant)
- Pharmaceutical and biopharma: Platinum silicone or PTFE (lowest extractables, USP Class VI, WFI compatible)
- Hydrocarbon and oil-adjacent applications: Buna or FKM (A-rated for mineral and vegetable oils)
- Aggressive chemical processes: FKM or PTFE (broad resistance to solvents and acids)
- Steam applications: EPDM or PTFE (both A-rated for steam exposure)
- Hemp extraction and nutraceutical processing: Viton/FKM or PTFE — required for resistance to petroleum derivatives, alcohols, ethers, and extraction solvents
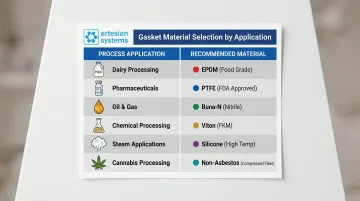
Artesian Systems stocks Viton/FKM and PTFE gaskets specifically sized for these extraction applications.
Caution: Dot Code Alone Is Insufficient
Specifying by color code alone is insufficient. Engineers should always request supplier documentation confirming cure type, compliance certifications, and lot-specific material test reports—especially when replacing gaskets in regulated processes. Appearance-based identification should be treated as a screening check, not a final specification decision.
When Gasket Identification Goes Wrong: Consequences and Mistakes to Avoid
Even a visually identical gasket made from the wrong elastomer can fail under temperature or chemical exposure — causing seal leakage, product contamination, and a compliance violation.
The mechanism is straightforward: an incompatible material can swell, leach extractables, or degrade under CIP chemicals, introducing foreign particles or chemical residues directly into the product stream.
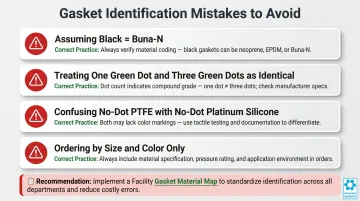
Most Common Field Identification Mistakes
- Assuming all black gaskets are Buna — EPDM also comes in black
- Treating one green dot and three green dots as interchangeable without understanding cure type differences
- Swapping a no-dot PTFE gasket for a no-dot platinum silicone gasket (or vice versa) without verifying by touch and appearance
- Ordering by size and color only, ignoring dot codes entirely
Each of these mistakes is avoidable — but at the facility level, the risk compounds quickly.
The Risk of Inconsistency Across the Facility
In multi-line plants or facilities with high technician turnover, gaskets are frequently replaced without referencing material records. Best practice: Maintain a gasket material map by line and connection point, cross-referenced to the dot color code. This prevents silent material substitutions that introduce failure modes months or years later.
Frequently Asked Questions
What do the colored dot(s) on a sanitary gasket indicate?
The colored dot(s) on the side of a sanitary gasket identify the elastomer material—different colors and numbers of dots correspond to specific materials (e.g., one red = Buna, one pink = peroxide cured silicone). This system helps maintenance personnel and engineers verify material identity without needing documentation at the point of installation.
What is EPDM in a gasket?
EPDM (ethylene propylene diene monomer) is a synthetic rubber elastomer used in sanitary gaskets for its resistance to steam, hot water, and CIP chemicals. It comes in sulfur cured (one green dot) and peroxide cured (three green dots) variants; peroxide cured is preferred for food and pharmaceutical use due to lower extractables and better regulatory compliance.
What are Viton gaskets used for?
Viton (FKM) gaskets are used in applications involving aggressive chemicals, solvents, acids, or hydrocarbons where other elastomers would degrade. They are identified by one white and one yellow dot and are a common choice in chemical processing, pharmaceutical, and extraction applications requiring broad chemical resistance.
How are tri-clamp gaskets measured?
Tri-clamp gaskets are sized by the tube outside diameter (OD) of the mating ferrules — as Glacier Tanks notes, size is based on tubing OD, not the ferrule flange diameter. When specifying a replacement, confirm inner bore diameter, outer diameter, and thickness to ensure a correct fit.
What are the different types of sanitary gaskets?
Main sanitary gasket types by material include Buna (NBR), EPDM (sulfur and peroxide cured), FKM/Viton, silicone (peroxide and platinum cured), and PTFE (solid and envelope). Selection depends on chemical compatibility, temperature range, and regulatory requirements for the specific process.
Can EPDM gaskets be reused?
EPDM gaskets can be reused if they show no compression set, cracking, swelling, or chemical attack after removal — peroxide cured EPDM holds up better than sulfur cured under repeated cycling. Any gasket showing deformation or hardening should be replaced. Follow GMP guidelines for scheduled replacement intervals.


