Introduction
PTFE envelope gaskets are composite sealing components designed for chemically aggressive, high-pressure, and sanitary process environments. They combine a thin PTFE outer layer that contacts the process medium with an inner core of metal, compressed fiber, or elastomer.
PTFE offers broad chemical resistance across most industrial media — but a reliable, leak-free seal depends on gasket quality alone — correct torque during installation is equally critical.
The risks of improper torque are immediate and costly. Over-torquing causes irreversible cold flow and permanent PTFE layer damage — the material thins, seating stress drops, and the gasket fails. Under-torquing leaves insufficient sealing stress, allowing micro-leak paths that compromise safety and regulatory compliance.
Both scenarios lead to unplanned downtime, hazardous exposure, and expensive reactive maintenance. In regulated industries like food, pharmaceutical, and chemical processing, flange leaks cost over $5 billion per year in lost revenue.
This guide explains why torque matters specifically for PTFE envelope gaskets, the key factors that determine correct values, a step-by-step torquing procedure, signs that re-torquing is needed, and a recommended maintenance schedule.
Key Takeaways
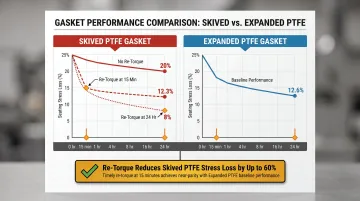
- PTFE cold flow demands strict torque control: skived PTFE loses 20% of seating stress without re-torque
- Torque values depend on flange class, bolt size, core material, and service conditions; always verify manufacturer specs
- Use calibrated tools and follow cross-pattern sequence at 30%, 60%, and 100% of target torque
- Re-torque within 24 hours of commissioning—PTFE creep causes immediate bolt load relaxation
- Replace any gasket with visible leaks, uneven flange gaps, or recurring failures that persist after re-torquing
Why Proper Torque Matters for PTFE Envelope Gaskets
PTFE envelope gaskets are composite by design: a thin PTFE outer layer wraps an inner core of metal, compressed fiber, or elastomer. Unlike metallic gaskets, the sealing mechanism depends on controlled compression of the PTFE layer against the flange face. This makes torque precision non-negotiable.
Cold Flow (Creep) in PTFE
Virgin PTFE exhibits poor mechanical properties, particularly high relaxation and a tendency to creep (or cold flow) under sustained bolt load. Research shows skived PTFE loses 20% of seating stress after 20 hours without re-torque, compared to 12.6% for expanded PTFE. PTFE envelope gaskets are specifically engineered to mitigate—but not eliminate—this creep behavior through their composite insert.
Exceeding the manufacturer's maximum torque value causes permanent gasket thinning. The PTFE layer deforms irreversibly, reducing seating stress and eventually causing leaks that no amount of additional tightening will repair. Staying within rated torque limits is the only way to preserve sealing integrity long-term.
Under-Torquing Creates Micro-Leak Paths
Insufficient clamping force means the PTFE layer cannot conform to minor flange surface irregularities, leaving microscopic leak paths. This is particularly dangerous in systems handling:
- Corrosive chemicals
- Toxic process media
- Food-grade products
- Pharmaceutical ingredients
Even trace leakage can compromise safety, contamination control, or regulatory compliance.
Safety and Compliance Implications
In industries governed by FDA 21 CFR 177.1550 (perfluorocarbon resins), USDA, or 3-A Sanitary Standards, a compromised seal is not just a maintenance issue—it's a compliance failure.
FDA 21 CFR 211.67 mandates written procedures and records for equipment maintenance to prevent contamination—meaning torque values need to be documented, not just applied.
Artesian Systems' PTFE envelope gaskets are compliant with 21 CFR 177.2600 and 177.1550, built to torque tolerances that align with these regulatory requirements.
The Cost Argument
Unplanned downtime from flange leaks costs more than $260,000 per hour and totals over $5 billion per year across industry. Unplanned repairs cost approximately 10 times planned maintenance activities. Getting torque right the first time extends gasket service life, prevents unplanned shutdowns, and costs a fraction of emergency repair work after a leak event.
Factors That Determine the Right Torque for Your PTFE Envelope Gasket
There is no universal torque value for PTFE envelope gaskets. The correct value is a function of several interacting variables, and blindly applying a generic torque risks both under-sealing and over-compression.
Flange Class and Bolt Configuration
Higher pressure-rated flange classes use different bolt sizes, quantities, and pitch circle diameters—all affecting how bolt load distributes across the gasket seating area. ASME B16.5 flange standards show that Class 300 and 600 flanges require significantly more bolts of larger diameter than Class 150, directly influencing torque requirements.
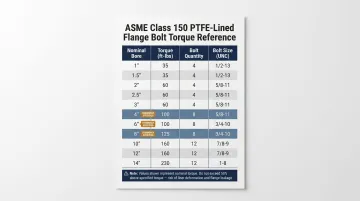
Recommended Torque Values for ASME 150 Connections
The following table provides reference torque values for PTFE-lined piping systems with ASME Class 150 flanges. These values may be exceeded by up to 50% to achieve a seal, but if that threshold doesn't produce a seal, another cause is likely present.
| Nominal Bore | Torque (ft-lbs) | Bolt Quantity | Bolt Size (UNC) |
|---|---|---|---|
| 1" | 14 | 4 | 1/2" |
| 1-1/2" | 20 | 4 | 1/2" |
| 2" | 35 | 4 | 5/8" |
| 2-1/2" | 39 | 4 | 5/8" |
| 3" | 54 | 4 | 5/8" |
| 4" | 40 | 8 | 5/8" |
| 6" | 80 | 8 | 3/4" |
| 8" | 100 | 8 | 3/4" |
| 10" | 94 | 12 | 7/8" |
| 12" | 107 | 12 | 7/8" |
| 14" | 134 | 16 | 1" |
Important notes:
- Bolts should be clean, well-lubricated, and meet site standards
- Use washers to ensure correct, even torque
- Tighten to the lowest recommended torque when joining dissimilar materials to avoid damaging softer components
Core Material Type
The inner core material—metal, compressed non-asbestos fiber, or elastomer—determines the gasket's compressibility and maximum allowable bolt load. A metal core can withstand higher bolt loads than an elastomer core. Using a torque value designed for a metal-core gasket on an elastomer-core gasket risks core crushing and seal failure.
Artesian Systems' PTFE envelope gaskets feature an EPDM elastomer core bonded to a PTFE sealing surface. This design combines PTFE's chemical resistance with EPDM's sealing memory and elasticity, reducing initial creep and cold flow compared to PTFE-only gaskets.
That said, elastomer cores have lower heat resistance and creep more under combined thermal and mechanical load—requiring careful torque management.
The operating temperature range of the core material must match the application. PTFE envelope gaskets with graphite laminate inserts operate from -195°C to +250°C, while fiber sheet inserts reduce the upper limit to 150°C.
Flange Surface Condition and Lubrication
Once you've confirmed the right core material for your temperature and pressure requirements, the flange surface itself becomes the next critical variable. Surface finish, flatness, and cleanliness directly affect how applied torque translates into actual gasket seating stress. ASME PCC-1-2019 recommends a surface finish of 125–250 microinches Ra for soft-faced metal core gaskets including PTFE-faced designs. A contaminated or pitted flange face requires more torque to achieve equivalent contact—and even then, a reliable seal may not be achievable.
Bolt thread lubrication reduces friction and improves the accuracy of torque-to-tension conversion. Changing the nut factor K from 0.1 to 0.3 produces a 200% change in applied torque for the same clamping force. Typical nut factors for SA-193 bolts range from K = 0.16 to 0.23 at ambient temperature. Unlubricated bolts can require substantially more torque to achieve the same clamping force, creating inconsistent compression across the flange face.
How to Properly Torque a PTFE Envelope Gasket: Step-by-Step
Correct torquing follows a precise sequence. Every stage matters — skip one, and you risk a failed seal.
Pre-Installation Preparation
Pre-installation checklist:
- Clean flange faces of all old gasket material, corrosion, and debris using a non-metallic brush
- Inspect for damage: check for pits, radial scores, or warping
- Verify alignment with a straight edge
- Confirm gasket specifications: verify material, size (OD/ID/thickness per ASME B16.21), and core type match temperature, pressure, and chemical service
- Inspect gasket condition: check for tears, folds, or scratches; handle with clean gloves to avoid contamination
The PTFE envelope is thin and easily damaged — any defect compromises sealing integrity before installation begins. Once the flange faces and gasket pass inspection, you're ready to move into placement.
Gasket Placement and Initial Hand-Tightening
Position the gasket concentrically on the flange:
- Raised face flanges: Align gasket with the sealing face
- Full-face flanges: Ensure bolt holes align without forcing the gasket
Insert all bolts by hand until finger-tight to bring flanges into even contact with the gasket before applying any torque. Never force alignment. Misalignment signals a flange or gasket problem that additional torque will not resolve.
Cross-Pattern Torquing Sequence
ASME PCC-1-2019 mandates a multi-stage cross-pattern (star pattern) method to distribute compression uniformly across the gasket, preventing flange rotation and localized PTFE crushing.
Standard cross-pattern sequences:
- 4 bolts: 1-3-2-4
- 8 bolts: 1-5-3-7, then 2-6-4-8
- 12 bolts: 1-7-4-10, then 2-8-5-11, then 3-9-6-12
Multi-stage torque progression:
| Pass | Target Torque | Purpose |
|---|---|---|
| Pass 1 | 30% | Initial gasket seating, establish uniform contact |
| Pass 2 | 60% | Intermediate compression, counter elastic interaction |
| Pass 3 | 100% | Final target torque |
| Pass 4 (if needed) | 100% | Circular clockwise pattern until no further nut rotation |
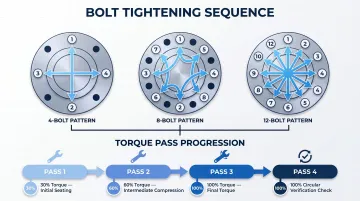
Soft gaskets require a minimum of two full pattern passes before any circular check tightening. Never tighten bolts in a circular sequence — uneven compression is one of the most common causes of flange joint leaks.
For large-diameter flanges (8" NB and above), ASME PCC-1-2019 recommends using multiple torque wrenches simultaneously — one tool per every four to eight bolts — spaced evenly around the flange. This produces superior tightening parity and parallel closure in less time than a single tool.
Post-Torquing: The Initial Re-Torque
Because PTFE undergoes stress relaxation (creep) within the first 24 hours after commissioning or after the first full thermal cycle, all bolts must be re-checked and re-torqued to the specified value before the joint is considered stable.
CRP-US recommends re-torquing no sooner than 24 hours after commissioning or the first full process cycle. The data backs this up: a 15-minute re-torque cuts skived PTFE stress loss from 20% to 12.3%, and waiting the full 24 hours brings that figure down to 8%. Both gasket manufacturers and ASME PCC-1 treat this re-torque as a required step — not a precaution.
Signs Your PTFE Envelope Gasket Needs Re-Torquing
PTFE envelope gaskets are subject to ongoing stress relaxation, especially in systems with thermal cycling or vibration. Recognizing early warning signs prevents a minor seep from becoming a full joint failure.
Visible or Detectable Leaks and Joint Changes
Primary indicators include:
- Any visible seepage or detectable chemical odor at the flange joint
- Uneven gap between flange faces (a sign that gasket compression is no longer uniform)
- Corrosion staining or media residue around the joint
In hazardous or food-grade applications, even trace leakage triggers safety and regulatory obligations — don't wait for it to worsen.
Recurring or Escalating Joint Issues
Look further if you're seeing a pattern rather than a one-time event:
- Bolts that feel loose or can be turned by hand during routine checks
- A history of repeated minor joint leaks that have only been temporarily resolved by tightening
- Any recent thermal excursion (process upset, startup/shutdown cycle) that may have accelerated PTFE creep
- Visible PTFE extrusion beyond the flange face, indicating the envelope material has already cold-flowed past its limit
If repeated re-torquing to the specified value no longer achieves a seal, the gasket has likely reached irreversible cold flow and needs replacement — not more torque.
PTFE Envelope Gasket Re-Torquing Schedule
The schedule below is a general industry guideline. Actual intervals must account for operating temperature, pressure cycling frequency, chemical aggressiveness, and the gasket manufacturer's specific recommendations.
| Event | Timing | Notes |
|---|---|---|
| Initial re-torque | Within 24 hours of first commissioning or first full thermal cycle | Mandatory—PTFE creep causes immediate bolt load relaxation |
| Periodic re-torque | Minimum annually for stable, continuous service systems | Verify with calibrated torque wrench |
| Event-based re-torque | Following any process upset, significant temperature swing, unplanned shutdown, or maintenance event involving flange disassembly | Critical for systems with thermal cycling |
| High-cycling systems | Every 3–6 months for systems with frequent startup/shutdown cycles or significant vibration | Increased frequency prevents stress relaxation-related failures |
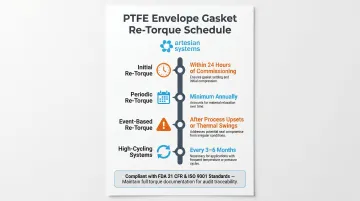
Record and log all bolt torque checks as part of the facility's preventive maintenance program. This documentation is required for compliance in FDA 21 CFR, USDA, and ISO 9001-governed facilities.
It also provides early trend data: if relaxation rates are accelerating between checks, that pattern can flag a developing flange or gasket problem that visual inspection alone would miss.
Frequently Asked Questions
What is a PTFE envelope gasket?
A PTFE envelope gasket is a composite seal with a thin PTFE outer layer wrapped around an inner core of metal, compressed fiber, or elastomer. It combines PTFE's chemical inertness with the core's mechanical strength, making it suitable for flange connections across a wide temperature range (-195°C to +250°C).
Is PTFE airtight?
PTFE has very low permeability and seals effectively against gases and liquids when properly compressed. That said, an airtight result still depends on correct torque, a clean flange surface, and the right gasket profile for the pressure class — improper installation creates leak paths regardless of the material.
Are PTFE gaskets better than rubber?
PTFE envelope gaskets outperform rubber in chemical resistance, temperature range, and food/pharmaceutical compliance, though rubber can offer better resilience and lower cost in non-corrosive, low-temperature applications. The right choice comes down to your specific chemical service, operating temperature, and regulatory requirements.
What happens if you over-torque a PTFE envelope gasket?
Excessive torque causes irreversible cold flow of the PTFE layer — the material thins permanently, reducing seating stress and eventually causing leaks. It can also crack the PTFE layer or crush the inner core, and no amount of additional tightening will restore the seal once this threshold is crossed.
Do PTFE envelope gaskets need to be re-torqued after installation?
Yes. Re-torquing after the first 24 hours of service (or after the first thermal cycle) is a standard requirement due to PTFE's inherent creep behavior. Ongoing annual re-checks are also recommended, and any significant process event warrants an inspection and re-torque as needed.
What is the correct bolt tightening sequence for PTFE envelope gaskets?
Use the cross-pattern (star pattern) sequence: tighten diagonally opposite bolts in multiple progressive passes (30%, 60%, then 100% of target torque) using a calibrated torque wrench. Never tighten bolts in a circular sequence, as this causes uneven gasket compression and is a leading cause of flange joint leaks.
For FDA-compliant PTFE envelope gaskets and engineering consultation on torque specifications and flange joint integrity, contact Artesian Systems at +(801) 318–4079.