Introduction
A gasket material choice that seems routine can trigger catastrophic consequences: compliance failures that halt production lines, unplanned downtime costing $30,000–$6.8M per hour, or contamination events that compromise product integrity and patient safety. For process engineers and procurement managers in pharmaceutical, food processing, and chemical manufacturing, the PTFE vs. Viton decision is one of the most consequential material selections in sanitary process piping.
Both materials are fluorinated and chemically resistant, which often leads to the mistaken belief they're interchangeable — but that assumption gets systems into trouble. PTFE is a thermoplastic fluoropolymer that deforms permanently under load. Viton (FKM) is a fluoroelastomer that recovers its shape after compression. This structural difference produces entirely different behavior under thermal cycling, sustained pressure, and aggressive chemical exposure.
This guide breaks down PTFE and Viton across performance, compliance, and cost dimensions so you can select the right material for your fluid media, temperature range, pressure profile, and regulatory requirements.
Key Takeaways
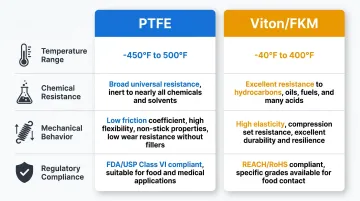
- PTFE tolerates broader chemical exposure and temperatures from -450°F to 500°F — preferred for aggressive or unknown media
- Viton excels at elastic recovery and dynamic sealing, making it the go-to for high-vibration petroleum and fuel applications
- Regulatory requirements (FDA 21CFR, 3A, USDA) frequently determine material selection before performance specs matter
- Cold flow in PTFE demands scheduled retorquing and single-use replacement; Viton holds its seal without intervention
- Match the material to your specific media, temperature range, and compliance requirements — one size does not fit all process environments
PTFE vs. Viton Gaskets: Quick Comparison
Understanding the core performance differences between these materials requires examining their verified specifications side-by-side:
Temperature Range
PTFE: Operates from approximately -450°F to 500°F (-268°C to 260°C), with continuous service ratings from -410°F to 500°F. Garlock's GYLON PTFE gaskets document this extreme range, making PTFE suitable for both cryogenic and high-heat applications where few other materials can function.
Viton: Operates from approximately -40°F to 400°F (-40°C to 204°C), with some grades extending to 450°F short-term. The lower temperature floor limits use in cryogenic systems, but the upper range handles most chemical processing and petroleum refining applications effectively.
Chemical Resistance
PTFE: Resistant to nearly all acids, bases, solvents, and hydrocarbons — including hydrofluoric acid, aqua regia, and concentrated caustics that attack stainless steel. Only molten alkali metals and certain fluorinating agents at extreme conditions will degrade it. This broad chemical compatibility reduces risk during product changeovers and CIP cycles.
Viton: Excellent resistance to oils, fuels, petroleum products, aromatic hydrocarbons, and most mineral acids. However, several media categories rate Poor (D) on chemical resistance charts:
- Ketones and amines
- Low-molecular-weight esters
- Hot hydrofluoric acid
- Skydrol hydraulic fluids
Process engineers must verify media compatibility before specifying Viton in solvent-intensive extraction or multi-product facilities.
Mechanical Behavior
PTFE: Rigid thermoplastic structure means it deforms permanently under sustained compressive load — a phenomenon called cold flow or creep. This behavior reduces sealing force over time and requires scheduled retorquing 24 hours after commissioning. PTFE gaskets achieve virtually no elastic recovery and must be replaced after each disassembly.
Viton: Elastomeric structure provides high compression set resistance — Grade A Viton recovers 88% of its original thickness after 70 hours at 200°C under compression. This elastic memory maintains active sealing force through thermal cycles and pressure fluctuations without retorquing, and allows potential reuse when compression set remains within limits.
Cost
PTFE: Moderately priced at approximately 2.0x the cost of Buna-N baseline. Generally less expensive per unit than Viton, though total cost of ownership must account for mandatory replacement at each service interval and retorquing labor.
Viton: At approximately 2.5x the Buna-N baseline — roughly 25% more per unit than PTFE — Viton costs more upfront. That premium is offset by 2-5x longer service life in compatible applications and potential reusability, which cuts replacement frequency and system downtime.
Regulatory Compliance
PTFE: Qualifies under FDA 21CFR177.1550 for perfluorocarbon resins, with straightforward compliance that doesn't require special formulations. Virgin PTFE inherently meets extractives limits (3.1 mg/sq dm total, 0.46 mg/sq dm fluoride). Broadly accepted under 3A sanitary standards and USDA approval for food-contact surfaces.
Viton: Qualifies under FDA 21CFR177.2600 for rubber articles, but compliance requires compound-specific ingredient verification — not all Viton formulations qualify automatically. Accepted as a Class I elastomer under 3A Sanitary Standard 18-03 when properly formulated, though grade-specific documentation is required for dairy and food processing approvals.
What is PTFE?
PTFE (polytetrafluoroethylene) is a thermoplastic fluoropolymer — not a rubber. This distinction matters fundamentally for gasket behavior in flanged and tri-clamp connections because thermoplastics deform under load rather than recovering elastically.
At the molecular level, PTFE consists of carbon-fluorine bonds forming a fully fluorinated backbone. This structure delivers chemical inertness against nearly every industrial media, a coefficient of friction of 0.04–0.08 (the lowest of any solid material), and a non-stick surface that resists contamination and buildup.
Those properties translate to measurable operational advantages:
- Chemical resistance: Resists virtually all acids, bases, solvents, and cleaning agents
- Temperature range: Rated from -328°F to +500°F (-200°C to +260°C), stable across most process conditions
- Contamination control: Non-stick surface eliminates media absorption and extractables
- Service life: Longer replacement intervals in chemically aggressive environments that would destroy standard elastomers
Critical Limitation: Cold Flow Under Compression
PTFE's thermoplastic structure creates a significant operational challenge. Under sustained compressive stress, PTFE behaves like a "very high-viscosity liquid" — it flows slowly and permanently away from high-stress zones. This phenomenon, called cold flow or creep, occurs continuously under load even at ambient temperatures.
PTFE's molecular structure allows polymer chains to slide past each other under compression. Unlike elastomers that store energy and spring back, PTFE relocates material from the compressed zone outward — gradually reducing sealing force until a leak path develops.
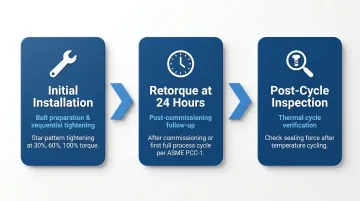
Managing cold flow requires specific installation and maintenance practices:
- Retorque within 24 hours of commissioning or after the first full process cycle (per ASME PCC-1)
- Use a star-pattern tightening sequence at 30%, 60%, then 100% of target torque
- Inspect sealing force after temperature cycling, as thermal expansion accelerates creep
PTFE Gaskets Are Single-Use Components
Garlock's official position is clear: gasket reuse is not recommended. After one compression cycle, PTFE has permanently deformed to match the flange surface — it cannot conform a second time. Reinstalling a used gasket at the same location still creates leak paths.
In sanitary applications, reuse introduces an unacceptable contamination risk. Standard practice treats PTFE gaskets as consumable components replaced at every disassembly.
Use Cases of PTFE Gaskets
PTFE gaskets dominate applications where chemical exposure is diverse, aggressive, or unpredictable:
- Food and beverage processing requiring 3A sanitary compliance
- Pharmaceutical and biopharma manufacturing under FDA 21CFR and GMP guidelines
- Nutraceutical production with hemp, cannabis, or botanical extraction
- Chemical processing involving strong acids, bases, or mixed solvents
- CIP (clean-in-place) systems exposed to rotating cleaning chemicals
PTFE's compliance with FDA 21CFR177.1550, 3A sanitary standards, and USDA requirements makes it a first-choice material when regulatory approval is non-negotiable. For sanitary tri-clamp connections in pharmaceutical bioprocessing or food-grade systems, PTFE eliminates the qualification complexity of verifying elastomer compound formulations.
Artesian Systems manufactures sanitary PTFE gaskets meeting FDA 21CFR177.1550 and 3A specifications in tri-clamp sizes from 1.5" to 12". Both solid PTFE and envelope-style PTFE/EPDM configurations are available. The unitized envelope design reduces cold flow and improves sealing under slight ferrule misalignment — a practical advantage in high-cycle sanitary lines.
What is Viton (FKM)?
Viton is a registered trademark of The Chemours Company for its family of fluoroelastomer (FKM) synthetic rubbers. Unlike PTFE's thermoplastic structure, Viton is a true elastomer — it compresses under load and rebounds when released, creating active sealing force that maintains integrity through thermal cycles and pressure fluctuations.
FKM elastomers consist of fluorinated polymer chains that retain flexibility while providing chemical resistance approaching PTFE in specific environments. The key differentiator is the material's fluorine content, which ranges from 66% to 70% across commercial grades:
- Grade A (66% fluorine): General-purpose formulation with broadest availability
- Grade B (68% fluorine): Enhanced chemical resistance for industrial sealing
- Grade F (70% fluorine): High-fluorine formulation for oxygenated fuels
- Grade GF (70% fluorine): Maximum FKM chemical resistance
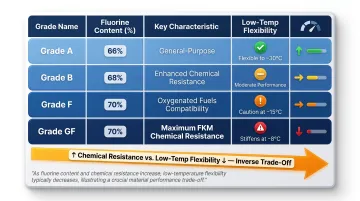
As fluorine content increases, chemical resistance improves but low-temperature flexibility decreases — Grade A maintains flexibility to -30°C, while Grade F stiffens at -8°C.
Elastic Recovery: Viton's Primary Advantage
Chemours product data shows Grade A Viton achieves only 12% compression set after 70 hours at 200°C under sustained compression — meaning it recovers 88% of its original thickness. This elastic memory creates continuous sealing force that compensates for thermal expansion, vibration, and minor pressure fluctuations without human intervention.
This property fundamentally differentiates Viton from PTFE in dynamic applications. Where PTFE requires scheduled retorquing to compensate for creep, Viton maintains seal integrity passively through its elastomeric structure.
In systems with frequent thermal cycling or mechanical vibration, that difference translates directly to reduced maintenance burden and lower downtime risk.
Low Gas Permeability
Viton's dense molecular structure minimizes gas permeation, making it ideal for vacuum systems and fuel-handling applications. In petroleum refining and chemical processing, FKM elastomers are estimated to hold roughly 74% market share in fuel system sealing specifically because of this property — fuel seals must prevent hydrocarbon vapor escape while maintaining mechanical integrity under pressure cycling.
These performance properties — elastic recovery, chemical resistance, and low permeability — translate directly into the application types where Viton consistently outperforms alternatives.
Use Cases of Viton Gaskets
Viton gaskets are the preferred choice in applications where the chemical environment is known, constant, and falls within FKM's compatibility profile:
- Petroleum refining with crude oil, gasoline, diesel, and lubricants
- Chemical processing involving aromatic hydrocarbons or chlorinated solvents
- Oil and gas production requiring high-temperature, high-pressure sealing
- Fuel transfer systems in automotive and aerospace applications
- Industrial pump housings under mechanical vibration and thermal stress
Viton excels in dedicated process lines where media doesn't change and the gasket must maintain sealing integrity through repeated thermal cycles without maintenance intervention. Its elastomeric recovery makes it superior to PTFE in reactor flanges, pump housings, and chemical transfer lines subjected to mechanical stress.
However, Viton should never be specified for systems handling ketones, amines, low-molecular-weight esters, or Skydrol fluids without explicit compound verification. Incompatible chemical exposure can cause swelling, cracking, and contamination — the exact failure mode documented in FDA guidance on gasket-borne pathogen contamination.
Key Factors for Choosing Between PTFE and Viton Gaskets
Choosing between PTFE and Viton comes down to five decision criteria. Work through each one in order — an early filter often resolves the decision before you reach the last.
Chemical Compatibility
This is the first and most critical filter. Identify the exact fluid or gas media the gasket will contact — including process fluids, CIP cleaning agents, sanitizers, and any solvents used during product changeovers.
PTFE resists virtually all acids, bases, solvents, and hydrocarbons. If your facility runs multiple products or uses rotating CIP chemistry, PTFE's universal compatibility eliminates the risk of accidental exposure during formulation changes. In multi-product pharmaceutical facilities or contract manufacturing operations, this universality reduces qualification complexity.
Viton excels with oils, fuels, petroleum products, aromatic hydrocarbons, and most mineral acids. For dedicated petroleum refining or fuel handling with known, constant media, Viton's elastomeric properties provide better sealing.
However, Viton fails with:
- Ketones and amines
- Hot mineral acids
- Skydrol hydraulic fluid
If your media varies or includes any of these, PTFE is the only safe choice.
Temperature Range
Account for both operating temperature and thermal cycling — not just peak temperature. A system that cycles between 40°F during CIP and 280°F during processing subjects gaskets to thermal expansion stress that can break the seal even if both temperatures fall within the material's rated range.
PTFE's -450°F to 500°F range handles both extremes. This makes it preferable in systems with cryogenic stages (liquid nitrogen cooling, CO2 extraction) or sustained high-heat processes (steam sterilization above 250°F). For pharmaceutical SIP systems operating at 275°F or cannabis supercritical CO2 extraction at cryogenic temperatures, PTFE is often the only material that functions across the full process envelope.
Viton's -40°F to 400°F range covers most chemical and petroleum processing applications. It performs reliably in sustained high-temperature environments typical of reactor vessels and distillation columns operating between 200–350°F. In that range, Viton's elastic recovery maintains seal integrity passively — where PTFE's cold flow would otherwise create a maintenance burden.
Pressure and Mechanical Stress
Under sustained compressive load, PTFE deforms permanently. This creep phenomenon means sealing force decreases over time until retorquing restores compression. In flanged systems above 150 psi or connections subject to vibration, this becomes a predictable failure mode. Maintenance schedules must account for it explicitly.
Viton's elastic recovery actively maintains sealing pressure under dynamic conditions. In pump housings, reactor flanges with mechanical agitation, or transfer lines subject to flow-induced vibration, Viton's elastomeric structure compensates for that stress without intervention. This factor often tips the decision toward Viton in high-pressure chemical processing systems where downtime for retorquing would disrupt production schedules.
For tri-clamp sanitary connections operating below 50 psi in static systems, PTFE's cold flow is manageable with scheduled replacement. For bolted flange connections above 150 psi or any system with significant vibration, Viton eliminates the retorquing requirement.
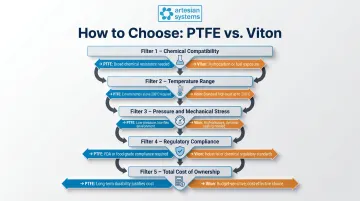
Regulatory and Compliance Requirements
For industries under FDA, 3A, or USDA oversight, material compliance is not optional. This includes:
- Food processing (dairy, beverage, meat, produce)
- Pharmaceutical manufacturing (API production, fill-finish, bioprocessing)
- Nutraceutical production (botanical extraction, encapsulation)
- Hemp/cannabis extraction (CO2, ethanol, hydrocarbon)
PTFE qualifies under FDA 21CFR177.1550 with straightforward extractives testing. Virgin PTFE meets compliance without special formulations, which means procurement can specify PTFE gaskets with confidence that regulatory acceptance is built into the material itself. For 3A sanitary piping and USDA-regulated facilities, PTFE is broadly pre-approved.
Viton qualifies under FDA 21CFR177.2600, but requires compound-specific verification of ingredients: polymers, vulcanization agents, antioxidants, and fillers. Under 3A Sanitary Standard 18-03, FKM is accepted as a Class I elastomer only when the specific compound passes serviceability testing for steam sterilization, milk fat resistance, and chlorine sanitizer exposure.
That means procurement must verify the exact Viton grade and obtain documentation confirming 3A compliance before specifying it in dairy or sanitary food processing.
If your application requires regulatory compliance and you're uncertain whether the specific Viton compound has been qualified, PTFE eliminates that uncertainty.
Total Cost of Ownership
Unit price is only one component of total cost. Factor in service life, replacement frequency, retorquing labor, and downtime risk.
PTFE costs approximately 2.0x Buna-N baseline but requires:
- Mandatory retorquing 24 hours after commissioning
- Single-use replacement at every disassembly
- Higher replacement frequency if cold flow creates leaks between scheduled maintenance
Viton costs approximately 2.5x Buna-N baseline (25% more than PTFE) but provides:
- 2–5x longer service life in compatible applications
- No retorquing requirement
- Potential reusability if compression set remains acceptable
With food processing downtime costing $30,000/hour and pharmaceutical manufacturing downtime costing $1.4M–$6.8M/hour, even marginal improvements in seal reliability produce outsized financial impact. A single avoided unplanned shutdown in a pharmaceutical facility covers Viton's unit cost premium many times over — in a matter of hours.
For compliance-driven industries where PTFE is required regardless of cost, the calculation is straightforward. For petroleum and chemical processing where both materials are acceptable, lifecycle cost analysis often favors Viton despite higher unit price.
Which Gasket Material Is Right for Your Application?
Choose PTFE if:
- Your system handles aggressive or mixed chemical media (strong acids, bases, solvents, or rotating CIP chemistry)
- FDA 21CFR, 3A, or USDA compliance is required and you want pre-approved material
- You operate in food processing, pharmaceutical manufacturing, nutraceutical production, or hemp/cannabis extraction
- Your application involves tri-clamp sanitary connections where contamination risk must be eliminated
- Temperature extremes (cryogenic or above 400°F) exceed Viton's range
- Compressed gas (CO2 extraction, pressurized nitrogen) is present in the system
Artesian Systems manufactures solid PTFE and PTFE/EPDM envelope gaskets in tri-clamp sizes from 1.5" to 12", meeting FDA 21CFR177.1550 and 3A specifications. The unitized envelope design addresses cold flow while keeping compliance intact for pharmaceutical, food, and extraction applications.
Choose Viton if:
- Your system handles petroleum products, oils, fuels, aromatic hydrocarbons, or chlorinated solvents with known, constant media
- Operating temperature remains between -40°F and 400°F without cryogenic stages
- The application requires elastic compression recovery to maintain sealing under mechanical vibration or pressure fluctuations
- High-pressure flanged connections (above 150 psi) or dynamic sealing applications make retorquing impractical
- Lifecycle cost analysis favors longer service life despite higher unit price
Real-World Scenario
A pharmaceutical contract manufacturer operating a multi-product bioprocessing facility faced a gasket selection decision for inline filtration skids handling various solvents during API purification. The system operated between 40°F during CIP with 3% hydrogen peroxide and 200°F during solvent processing with ethanol, acetone, and mixed alcohols.
The challenge: Viton's incompatibility with ketones (acetone) disqualified it immediately, despite its superior elastic recovery. PTFE's universal chemical resistance and FDA 21CFR177.1550 compliance made it the only viable choice. The facility specified solid PTFE gaskets for initial installation, but experienced cold flow-related leaks after 18 months under sustained pressure cycling.
The solution: Switching to PTFE/EPDM envelope gaskets combined PTFE's chemical resistance with EPDM's elastic memory, reducing cold flow while maintaining FDA compliance. The facility then implemented 24-month scheduled replacement intervals during planned maintenance—eliminating unplanned downtime from gasket failure.

Outcome: Zero contamination events, continuous regulatory compliance, and predictable maintenance costs. The higher unit cost of envelope gaskets ($21–25 vs. $15–19 for solid PTFE) was offset by eliminating two unplanned shutdowns per year, each costing approximately $180,000 in lost production.
Artesian Systems provides consultation on gasket material selection, custom system design, and compliance documentation for FDA, 3A, and USDA-regulated applications. Reach the team at artesiansystems@gmail.com or +(801) 318-4079 to discuss your specific requirements.
Conclusion
Neither PTFE nor Viton is universally superior. Each material solves different engineering problems:
- PTFE offers near-universal chemical resistance and extreme temperature tolerance, making it the default choice for regulated industries and multi-product facilities
- Viton delivers superior elasticity and dynamic sealing under mechanical stress — optimal for dedicated petroleum and chemical processing lines where the media is known and consistent
The right choice depends on your application's chemical environment, temperature demands, pressure profile, and regulatory constraints.
The cost of getting it wrong is concrete: chemical incompatibility accelerates failure, unplanned downtime runs from tens of thousands to millions per hour, and an incorrect material can trigger non-conformances during FDA or USDA audits. Selecting the right gasket material extends service intervals, protects product integrity, and keeps your process audit-ready — without guesswork at inspection time.
Frequently Asked Questions
Which is better, Viton or PTFE?
Neither material is universally better. PTFE excels in chemical resistance, extreme temperatures, and regulatory compliance for sanitary applications. Viton offers superior elastic recovery, dynamic sealing, and resistance to oils and fuels. The best choice depends on your specific fluid media, operating temperature, pressure profile, and compliance requirements.
Is PTFE ok for O-rings?
PTFE O-rings work where chemical resistance is the priority, but as a rigid thermoplastic rather than an elastomer, PTFE delivers lower sealing force and compression recovery than rubber. It suits low-pressure static sealing or backup ring duty — not primary dynamic seals where elastic recovery is critical.
Can PTFE gaskets be reused?
PTFE gaskets are not recommended for reuse. Once compressed, the material undergoes permanent cold flow deformation and cannot re-seat reliably. Replacement at each disassembly is standard practice in sanitary and high-integrity systems.
What temperature range can Viton gaskets handle?
Viton gaskets operate from approximately -40°F to 400°F (-40°C to 204°C), with some high-fluorine grades extending to 450°F for short-term exposure. Specific temperature limits vary by Viton grade — higher fluorine content formulations offer better high-temperature performance but reduced low-temperature flexibility.
Are Viton gaskets FDA approved for food contact?
FDA-compliant Viton grades exist under 21CFR177.2600, and FKM can qualify as a Class I elastomer under 3A Standard 18-03 when properly formulated. However, compliance is not automatic — engineers must verify the specific compound and obtain grade documentation before specifying Viton in food-contact applications.
Which gasket material is best for pharmaceutical or food processing?
PTFE is the standard first choice for pharmaceutical and food processing, given its broad FDA 21CFR, 3A, and USDA compliance, universal chemical resistance, and non-contaminating surface. Material selection should still be confirmed against the applicable regulatory standard, as some applications may permit or prefer Viton when properly qualified.